











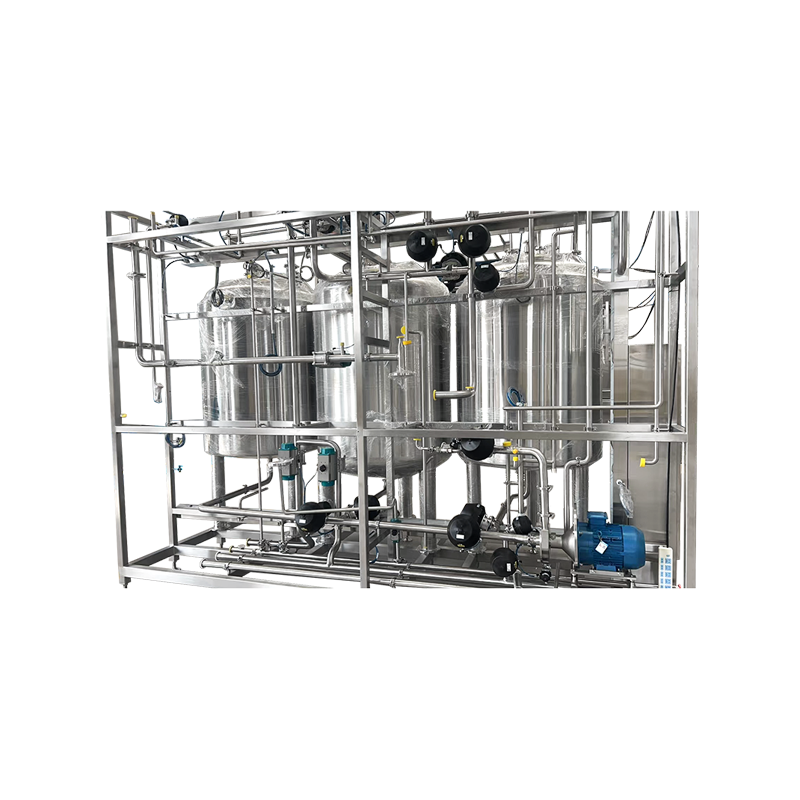





The farmaseuttinen sähköinen kalvoventtiili Sillä on ainutlaatuinen kriittinen asema biofarmaseuttisessa valmistuksessa, steriileissä vesijärjestelmissä ja lääketuotantolaitoksissa. Siinä yhdistyvät kalvoventtiilin hygieeniset virtauksen säätöominaisuudet – rakenne, joka on luonnostaan soveltuva saniteettipalveluihin, koska se erottaa kokonaan nesteen kulkureitin venttiilin käyttömekanismista – sähköisen toiminnan tarkkuuteen, toistettavuuteen ja automatisointikykyyn. Farmaseuttisissa ympäristöissä, joita säätelevät cGMP (nykyinen Good Manufacturing Practice) -määräykset, FDA:n ohjeet ja kansainväliset standardit, kuten ASME BPE ja ISO 14159, jokaisen nesteenkäsittelyjärjestelmän komponentin on oltava todistetusti puhdistettavissa, ilman kuolleita jalkoja, joissa on biofilmiä, ja ne on voitava validoida aiottuun käyttöön. Sähköinen kalvoventtiili, kun se on oikein määritetty ja huollettu, täyttää kaikki nämä vaatimukset ja tarjoaa samalla kauko-ohjaus- ja asennon palauteominaisuudet, joita nykyaikainen automatisoitu lääketuotanto vaatii.
Kuinka farmaseuttinen sähköinen kalvoventtiili toimii
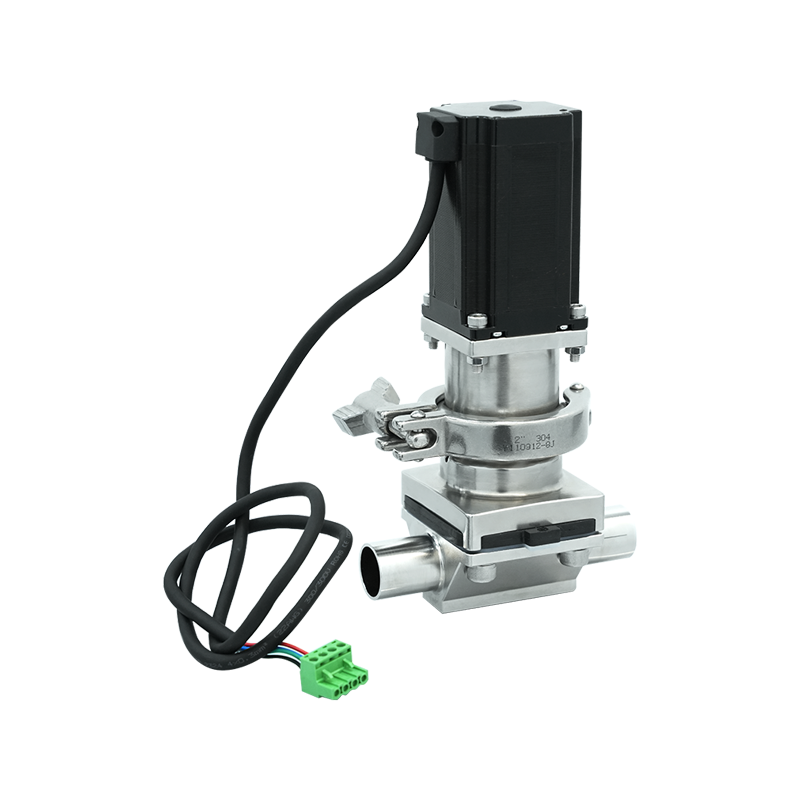
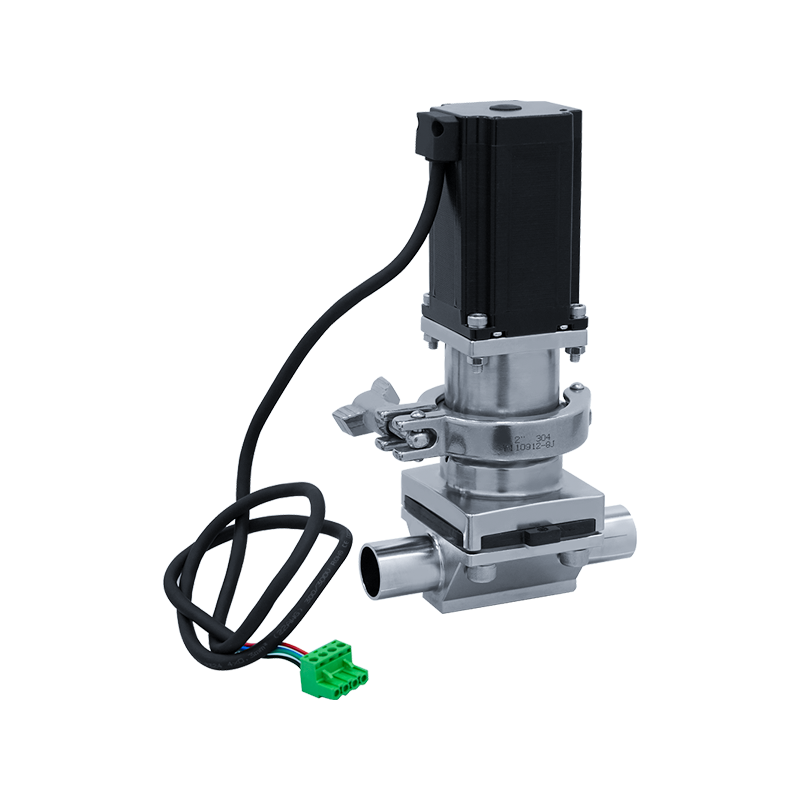
Kalvoventtiilin toimintaperiaate on mekaanisesti yksinkertainen, mutta toiminnallisesti tyylikäs hygieenisen palvelun yhteydessä. Joustava kalvo – tyypillisesti valettu PTFE:stä, EPDM:stä tai molempien yhdistelmästä – on kiinnitetty venttiilirungon ja konepellin väliin. Kalvo muodostaa täydellisen esteen virtausreitillä olevan nesteen ja sen yläpuolella olevan käyttömekanismin välille. Kun sähkötoimilaite ajaa kompressorin alaspäin kalvolle keskivarren kautta, kalvo poikkeaa venttiilin runkoon ja painaa runkoon koneistettua pato- tai satulaominaisuutta - sulkee venttiilin ja pysäyttää virtauksen. Kun toimilaite vetää kompressorin sisään, kalvon luontainen kimmoisuus tai palautusjousi saa sen nousemaan pois padon päältä ja avaa virtausreitin.
Sähkötoimilaite korvaa ei-automaattisissa versioissa käytetyn manuaalisen käsipyörän tai pneumaattisen sylinterin servomoottorilla tai askelmoottorikokoonpanolla, joka käyttää tarkkaa lineaarista tai pyörivästä lineaariseen mekanismia. Tämä sähkökäyttö tarjoaa useita toiminnallisia etuja verrattuna pneumaattiseen käyttöön farmaseuttisissa sovelluksissa: se ei vaadi paineilman syöttöä jokaiseen venttiilipaikkaan – eliminoi öljypitoisen instrumenttiilman kontaminaatioriskin steriileissä ympäristöissä – se voidaan sijoittaa tarkasti mihin tahansa iskualueensa kohtaan modulointipalvelua varten, ja se tarjoaa luontaisen asentopalautteen kooderin tai potentiometrin kautta laitteistoon, joka voidaan integroida suoraan DCS-asemajärjestelmään ilman DCS- tai potentiometriä.
Miksi kalvoventtiilejä suositaan lääkejärjestelmissä?
Kalvoventtiilien hallitseva asema farmaseuttisten nesteiden käsittelyssä ei ole sattumaa – se heijastaa yhdistelmää suunnitteluominaisuuksia, jotka vastaavat tarkasti lääkevalmistusympäristöjen hygienia-, puhdistettavuus- ja säädösvaatimuksia tavoilla, joita vaihtoehtoiset venttiilityypit eivät voi vastata.
- Ei kuolleita jalkoja virtausreitillä: Farmaseuttisen kalvoventtiilin pato-rungon geometria yhdistettynä oikeaan asennukseen itsetyhjentyvässä kokoonpanossa eliminoi pysähtyneet nestetaskut, jotka sisältävät mikrobikontaminaation palloventtiileissä, luistiventtiileissä ja palloventtiileissä, joilla on monimutkaiset sisäiset geometriat. ASME BPE määrittelee suurimmat kuolleiden jalkojen suhteet lääkeputkistojärjestelmille, ja oikein asennetut kalvoventtiilit täyttävät nämä vaatimukset helposti.
- Nesteen ja mekanismin täydellinen erottaminen: Kalvo muodostaa absoluuttisen esteen prosessinesteen ja venttiilin kannen, varren ja toimilaitteen välillä. Ei ole mahdollista, että voiteluaineet, metalliset kulumishiukkaset tai ilmakehän epäpuhtaudet pääsevät käyttömekanismista nestereitille – tämä ominaisuus on erityisen arvokas steriilissä injektiovedessä (WFI), puhdistetussa vedessä ja suorassa tuotekosketuksessa, joissa nesteen saastuminen on vakava sääntely- ja tuotteen laatuongelma.
- CIP- ja SIP-yhteensopivuus: Farmaseuttiset kalvoventtiilit ovat täysin yhteensopivia Clean-in-Place (CIP)- ja Steam-in-Place (SIP) -prosessien kanssa, jotka ovat standardi puhdistus- ja sterilointimenetelmä nykyaikaisessa lääkevalmistuksessa. CIP-kemikaalit ja -höyry saavuttavat ja steriloivat tehokkaasti sileät, rakottomat nestekontaktipinnat ilman purkamista, mikä mahdollistaa validoidut puhdistusjaksot, jotka täyttävät säädösten vaatimukset keskeyttämättä tuotantoa manuaalista venttiilihuoltoa varten.
- Visuaalinen ja fyysinen kuivattavuus: Farmaseuttisia kalvoventtiilirunkoja on saatavana T-rungossa, kulmarungossa ja suorassa läpimenevässä kokoonpanossa, ja rungon geometriat on suunniteltu tyhjenemään täysin painovoiman vaikutuksesta, kun ne asennetaan määritettyyn kulmaan. Täydellinen valutettavuus on säännösten mukainen vaatimus monissa farmaseuttisissa vesi- ja tuotejärjestelmissä, koska prosessiajojen välillä jäänyt neste luo olosuhteet mikrobien lisääntymiselle.
Lääkehuollon rakennusmateriaalit
Farmaseuttisten sähköisten kalvoventtiileiden materiaalien valintaa säätelevät vaatimukset, jotka koskevat kemiallista yhteensopivuutta prosessinesteiden ja puhdistusaineiden kanssa, materiaalistandardien noudattamista, mikrobien tarttumista estäviä pinnan viimeistelyvaatimuksia sekä viranomaistoimia ja validointitoimia tukevaa jäljitettävyysdokumentaatiota.
| Komponentti | Vakiomateriaali | Tärkeimmät ominaisuudet | Sääntelyviite |
| Venttiilin runko | 316L ruostumatonta terästä | Korroosionkestävyys, hitsattavuus, vähähiilinen | ASME BPE, EN 10272 |
| Kalvo | PTFE/EPDM-komposiitti | Kemiallinen inertisyys, höyrynkesto, FDA-yhteensopivuus | FDA 21 CFR, USP Class VI |
| Konepelti | 316L SS tai PP | Ei kosketa tuotetta, korroosionkestävä | ASME BPE |
| Rungon tiivisteet / O-renkaat | EPDM, PTFE kapseloitu | Elastisuus, höyryyhteensopivuus, uuttuvat | USP Class VI, FDA 21 CFR |
| Sisäpinnan viimeistely | Ra ≤ 0,5 μm (sähköhiottu) | Vähentynyt biofilmin tarttuvuus, parempi puhdistettavuus | ASME BPE SF1–SF4 |
316L ruostumaton teräs – austeniittisen ruostumattoman teräksen 316 vähähiilinen muunnos – on yleisesti määritelty farmaseuttisille venttiilirungoille, koska sen alhainen hiilipitoisuus minimoi karbidin saostumisen lämmön vaikutuksille altistuneilla vyöhykkeillä hitsauksen aikana ja säilyttää hitsattujen kokoonpanojen korroosionkestävyyden, joka muuten vaarantuisi. Molybdeenipitoisuus 316L tarjoaa erinomaisen kestävyyden kloridipisteistä verrattuna ruostumattomaan teräkseen 304, mikä on tärkeää, koska farmaseuttiset puhdistusaineet sisältävät usein kloorattuja yhdisteitä. Pinnan viimeistely määritellään Ra-arvona (aritmeettinen keskikarheus) – tyypillisesti Ra ≤ 0,8 μm tavallisissa lääkepalveluissa ja Ra ≤ 0,5 μm tai parempi WFI- ja injektoitavissa tuotejärjestelmissä. Lisäkäsittelyvaiheena käytetään sähkökiillotusta, joka poistaa pinnan epätasaisuudet, kuluttaa rautapitoista kromipitoista kalvoa sisältävää pintakerrosta ja korroosionkestävyys ja vähentää proteiinien tarttumista.
Sähkötoimilaitteiden tyypit ja ohjausvaihtoehdot
Farmaseuttiseen kalvoventtiiliin asennettu sähkötoimilaite määrittää venttiilin ohjausominaisuudet, sen yhteensopivuuden laitoksen automaatioinfrastruktuurin kanssa, sen tehovaatimukset ja sen käyttäytymisen sähkökatkosolosuhteissa – jotka kaikki on määritettävä ottaen huomioon kunkin prosessijärjestelmän sovelluksen vaatimukset.
On/Off Sähkötoimilaitteet
On/off-sähkötoimilaitteet ajavat venttiiliä täysin avoimen ja täysin kiinni -asennon välillä digitaalisen ohjaussignaalin vastaanottaessa tyypillisillä iskuajoilla 5–30 sekuntia toimilaitteen koosta ja venttiilin DN:stä riippuen. Niitä käytetään eristys-, ohjaus- ja sekvensointisovelluksissa, joissa venttiilin vaaditaan aina olevan vain toisessa kahdesta erillisestä tilasta. Useimmissa farmaseuttisissa sähkötoimilaitteissa on liikkeen päättymisen rajakytkimet, jotka antavat avoimen ja kiinni asennon vahvistussignaalit ohjausjärjestelmälle. Tämä on toiminnallinen vaatimus validoiduissa lääkeprosesseissa, joissa tarvitaan venttiilin tilan positiivinen vahvistus eräkirjanpitoon liittyvien dokumentaatiovaatimusten täyttämiseksi ja venttiilin epätäydellisen toiminnan aiheuttamien prosessipoikkeamien estämiseksi.
Moduloivat sähkötoimilaitteet
Moduloivat sähkötoimilaitteet hyväksyvät analogisen ohjaussignaalin – tyypillisesti 4–20 mA tai 0–10 V DC – ja sijoittavat venttiilin portaattomasti muuttuvaan kohtaan sen iskualueella, joka on verrannollinen signaalin arvoon. Tämä ominaisuus mahdollistaa virtauksen ohjaus- ja paineensäätösovellukset, joissa venttiilin on ylläpidettävä tietty virtausnopeus tai ylävirran/alavirran paineen asetusarvo prosessiolosuhteiden muuttuessa. Farmaseuttisia sovelluksia sähköisten kalvoventtiilien moduloimiseksi ovat puhdistetun veden virtauksen tasapainotus jakelusilmukoissa, puskurin valmistusastian täyttöohjaus, bioprosessiväliaineen lisääminen bioreaktoreihin ja CIP-virtausnopeuden säätö puhdistusjaksojen aikana. Moduloivissa toimilaitteissa on asennon takaisinkytkentälähettimiä – joko analogisia lähtöjä 4–20 mA tai digitaalisia kenttäväyläsignaaleja –, joiden avulla DCS voi tarkistaa venttiilin todellisen asennon ohjearvoa vasten ja toteuttaa suljetun silmukan ohjauksen paikkaperusteisella takaisinkytkellä.
Vikaturvallisen toiminnan määritys
Farmaseuttisen sähkökalvoventtiilin käyttäytyminen sähkökatkosolosuhteissa on kriittinen turvallisuus- ja prosessin eheysspesifikaatio, joka on määriteltävä tarkoituksella kullekin venttiilin asennolle. Fail-Closed (FC) -toimilaitteissa on jousipalautusmekanismi, joka ajaa venttiilin kiinni-asentoon, kun virta katkeaa. Soveltuu eristysventtiileille vaarallisissa tai tuotekriittisissä linjoissa, joissa hallitsematon virtaus sähkökatkon sattuessa ei ole hyväksyttävää. Fail-open (FO) -toimilaitteet jousipalauttavat auki-asentoon tehohäviössä – käytetään jäähdytysvesisyötössä bioreaktoreihin ja muihin lämpöä tuottaviin laitteisiin, joissa jäähdytysvirtauksen menetys sähkökatkon aikana aiheuttaisi suurempaa vahinkoa kuin hallitsematon virtaus. Vika-in-last-position (FL) -toimilaitteet käyttävät elektronista salpaa tai mekaanista lukkoa pitämään venttiiliä viimeisessä käsketyssä asennossa sähkökatkon aikana – soveltuu sovelluksiin, joissa auki tai kiinni ei ole luonnostaan turvallisempaa ja joissa venttiilin äkillinen liike tehotapahtuman aikana aiheuttaisi itse prosessihäiriön.
Hygieniastandardit ja säännösten noudattamista koskevat vaatimukset
Lääkkeiden valmistuksessa käytettävien farmaseuttisten sähköisten kalvoventtiilien on täytettävä monikerroksinen joukko kansainvälisiä standardeja ja viranomaisvaatimuksia, jotka yhdessä määrittelevät hyväksyttävien vähimmäisvaatimusten suunnittelu-, materiaali- ja dokumentaatiostandardit laitteille, jotka ovat kosketuksissa lääketuotteiden tai prosessilaitosten kanssa.
- ASME BPE (bioprosessointilaitteet): ASME Bioprocessing Equipment -standardi on ensisijainen tekninen referenssi farmaseuttisten nesteiden käsittelykomponenttien suunnittelussa Pohjois-Amerikassa ja monilla kansainvälisillä markkinoilla. Siinä määritellään putkien ja liittimien mittastandardit, pintakäsittelyluokitukset, materiaalivaatimukset, hitsin laatukriteerit ja puhdistettavuuden suunnitteluohjeet, jotka farmaseuttisten kalvoventtiilien on täytettävä, jotta ne voidaan määritellä cGMP-yhteensopivissa järjestelmissä.
- FDA 21 CFR osa 211: FDA:n nykyiset valmiita lääkkeitä koskevat Good Manufacturing Practice -määräykset edellyttävät, että laitteiden pinnat, jotka ovat kosketuksissa lääkevalmisteiden tai lääkevalmistepakkausten kanssa, on rakennettava materiaaleista, jotka eivät ole reaktiivisia, ei-additiivisia ja ei-absorptiokykyisiä – vaatimukset, jotka ruostumattomasta teräksestä valmistetut rungot ja PTFE-pinnoitetut kalvot täyttävät suurimman osan lääkehuolto-olosuhteista.
- USP luokan VI elastomeerit: Farmaseuttisten venttiilien kalvojen ja O-renkaiden tulee olla sertifioituja USP-luokan VI biologisen reaktiivisuustestin mukaan, joka arvioi farmaseuttisten tuotteiden kanssa kosketuksiin joutuvien elastomeerimateriaalien sytotoksisuuden, systeemisen toksisuuden ja ihonsisäisen reaktiivisuuden. Luokan VI sertifiointi on vähimmäisvaatimus tuotekontaktielastomeerien osalta, ja sitä vaaditaan yhä enemmän myös kaikilta kostutetuilta elastomeereilta farmaseuttisissa käyttöjärjestelmissä.
- EHEDG (European Hygienic Engineering and Design Group): Eurooppalaisille lääkelaitoksille kalvoventtiilien EHEDG-sertifiointi tarjoaa dokumentoitua näyttöä hygieenisen suunnittelun vaatimustenmukaisuudesta, mukaan lukien puhdistettavuustestaus, joka osoittaa, että venttiili täyttää kvantitatiiviset mikrobien vähentämiskriteerit standardoiduissa CIP-olosuhteissa. EHEDG-sertifioidut venttiilit yksinkertaistavat eurooppalaisten säädöstenmukaisten toimitusten validointiprosessia.
- 3-A terveysstandardit: 3-A Sanitary Standards -ohjelma, jota käytetään ensisijaisesti elintarvike-, juoma- ja meijeriteollisuudessa, mutta johon viitataan yhä useammin lääkesovelluksissa, sertifioi laitteiden suunnittelut saniteettisuunnittelukriteerien mukaisesti ja tarjoaa kolmannen osapuolen varmuuden siitä, että väitetty noudattaminen on oikeutettua. Tämä vähentää lääkevalmistajien taakkaa varmistaa riippumattomasti toimittajien suunnitteluvaatimukset laitteiden pätevöintitoimien aikana.
Validointi- ja dokumentointivaatimukset
Lääkkeiden valmistuksessa laitteita ei voida yksinkertaisesti ostaa ja asentaa – ne on pätevöitettävä jäsennellyllä validointiprosessilla, joka dokumentoi todisteet soveltuvuudesta aiottuun käyttöön. Farmaseuttisten sähköisten kalvoventtiileiden tukena on oltava valmistajan dokumentaatiopaketti, joka mahdollistaa ja tukee cGMP-määräysten edellyttämää asennuspätevyyttä (IQ), käyttökelpoisuutta (OQ) ja suorituskelpoisuutta (PQ).
Vähimmäisdokumentaatiopaketti farmaseuttiselle sähkökalvoventtiilille sisältää tyypillisesti materiaalitodistukset (EN 10204 3.1 materiaalitestiraportit ruostumattomille teräskomponenteille), pinnan viimeistelymittausasiakirjat, jotka dokumentoivat Ra-arvot tietyissä mittauspaikoissa, painetestitodistukset, mittatarkastusraportit, FDA-yhteensopivat elastomeeritodistukset USP Class VI -testausraporteilla ja CE-vaatimustenmukaisuusvakuutus tai muut soveltuvat sähköiset testiraportit. Venttiilien valmistajat, joilla on vakiintunut läsnäolo lääkemarkkinoilla, tarjoavat tyypillisesti parannettuja dokumentaatiopaketteja, jotka sisältävät tehdashyväksyntätestiprotokollat (FAT), puhdistus- ja sterilointivalidointitukiasiakirjat ja muutosten valvontasitoumukset, jotka ilmoittavat asiakkaille materiaalien tai valmistusprosessien muutoksista, jotka voivat vaikuttaa kelpuutuksen tilaan – viimeinen näistä on erityisen tärkeä lääkeasiakkaille, joiden validointitoimet mitätöivät aiemmin hyväksyttyihin laitteisiin tehdyt dokumentoimattomat muutokset.
Keskeiset valintakriteerit farmaseuttisille sähköisille kalvoventtiileille
Sopivan farmaseuttisen sähkökalvoventtiilin valitseminen tiettyyn sovellukseen edellyttää rakenteellisten teknisten, säädösten ja toiminnallisten kriteerien läpiviemistä. Näiden tekijöiden huomiotta jättäminen määrittelyprosessin aikana voi johtaa siihen, että venttiili ei täytä säädösten vaatimuksia, toimii puutteellisesti tai vaatii ennenaikaisen vaihdon.
- Prosessinesteiden ja puhdistusaineiden yhteensopivuus: Tarkista kaikkien kostuneiden materiaalien – rungon metalliseos, kalvoseos ja O-rengasmateriaali – yhteensopivuus tietyn prosessinesteen, sen pitoisuuden ja lämpötilan sekä kaikkien puhdistus- ja sterilointiprotokollassa käytettyjen CIP- ja SIP-aineiden kanssa. Aggressiiviset puhdistusaineet, mukaan lukien peretikkahappo, natriumhydroksidi ja typpihappo, asettavat elastomeereille erilaiset yhteensopivuusvaatimukset kuin itse prosessinesteille, ja yhteensopivuus on varmistettava koko huoltokemikaalikotelon osalta, ei vain prosessinesteen osalta erikseen.
- Paine- ja lämpötilaluokitukset: Varmista, että venttiilin suurin sallittu käyttöpaine (MAWP) ja lämpötilaluokitukset kattavat vaativimmatkin käyttöolosuhteet, mukaan lukien CIP-lämpötilat, jotka yleensä saavuttavat 85–90 °C, ja SIP-olosuhteet 121–134 °C höyrynpaineella. Huomaa, että kalvon käyttöikä lyhenee merkittävästi korotetuissa lämpötiloissa, ja kalvon vaihtovälit tulee suunnitella sen mukaisesti venttiileille, jotka ovat säännöllisesti alttiina SIP-jaksoille.
- Ohjausjärjestelmän liitäntävaatimukset: Määritä tarvittava ohjaussignaalin tyyppi (digitaalinen päälle/pois, analoginen 4–20 mA, kenttäväyläprotokolla, kuten PROFIBUS, FOUNDATION Fieldbus tai HART), tehonsyöttöjännite ja takaisinkytkentäsignaalin vaatimukset ennen toimilaitteen määrittämistä. Varmista, että valittu toimilaite on yhteensopiva laitoksen DCS- tai PLC-infrastruktuurin kanssa ilman ylimääräistä signaalinmuunnoslaitteistoa, joka lisää ohjaussilmukan monimutkaisuutta ja mahdollisia vikakohtia.
- Rungon kokoonpano ja asennussuunta: Valitse venttiilin rungon geometria – patorunko, T-runko tai kulmarunko – sopiva putkiston sijoittelulle ja varmista, että asennettu venttiili tyhjenee kokonaan eikä aiheuta kuolleita jalkoja, jotka ylittävät järjestelmän suunnittelun vaatimukset. Varmista, että venttiili voidaan asentaa vaadittuun asentoon – useimmat lääkekalvoventtiilit on asennettava siten, että konepelti on vaakatason yläpuolella painovoima-avusteisen tyhjennyksen varmistamiseksi – ja että asennettu asento tarjoaa riittävän pääsyn kalvon vaihtoon ilman putken irrottamista.
- Kalvon vaihdon saavutettavuus ja taajuus: Kalvon vaihto on farmaseuttisten kalvoventtiileiden ensisijainen huoltotoimenpide, ja sen taajuus riippuu käyttöpaineesta, lämpötilasta, kiertotiheydestä ja kemikaalialtistumisesta. Arvioi, kuinka helposti venttiilikoppa on asennettuna ja mahdollistaako kannen rakenne kalvon vaihdon ilman erikoistyökaluja tai pitkiä seisokkeja. Jotkut valmistajat tarjoavat pikakiinnitysmalleja, jotka on erityisesti suunniteltu minimoimaan kalvon vaihtoaika korkeataajuisissa pyöräilysovelluksissa.
- Valmistajan vahvistustukimahdollisuus: Arvioi venttiilivalmistajan kokemusta lääkemarkkinoilta ja kykyä toimittaa pätevyysasiakirjat, muutoksenhallintasitoumukset ja tekninen tuki lääkeasiakkaiden tarvitsemille validointitoimille. Teknisesti ylivoimainen venttiili valmistajalta, jolla ei ole lääkemarkkinoiden kokemusta ja dokumentointiinfrastruktuuria, voi luoda huomattavasti enemmän validointiponnisteluja ja sääntelyriskiä kuin hyvin dokumentoitu tuote vakiintuneelta lääkeventtiilitoimittajalta.
Parhaat huoltokäytännöt pitkän aikavälin luotettavuuden takaamiseksi
Farmaseuttisten sähköisten kalvoventtiilien oikea ylläpito koko käyttöiän ajan suojaa sekä laitoksen säädöstenmukaisuuden tilaa että tuotteiden laadunvarmistusjärjestelmää, joka riippuu näiden venttiilien luotettavasta ja ennustettavasta toiminnasta jokaisen tuotanto- ja puhdistusjakson ajan.
Kalvon tarkastus ja vaihto riskiperusteisen ennaltaehkäisevän huoltoaikataulun mukaisesti – sen sijaan, että odotettaisiin näkyvää kalvon vikaa, joka voisi saastuttaa prosessinesteen elastomeeripalasilla – on farmaseuttisen kalvoventtiilin huollon kulmakivi. Määritä vaihtovälit valmistajan suositusten, todellisten käyttöolosuhteiden ja käytönaikaisen kalvovian seurausten perusteella kussakin venttiiliasennossa. Steriilien tuotelinjojen tai WFI-järjestelmien kriittiset venttiilit takaavat konservatiivisemmat vaihtovälit kuin matalakriittiset hyötyventtiilit. Säilytä kunkin venttiilin yksityiskohtaiset huoltokirjat, mukaan lukien asennuspäivämäärä, kalvon vaihtohistoria ja kaikki huollon aikana havaitut poikkeavuudet – tämä dokumentaatio tukee sekä laitoksen kunnossapidon hallintajärjestelmää että laitoksen viranomaistarkastusvalmiutta. Tarkista sähköisen toimilaitteen asennon takaisinkytkentäkalibrointi vuosittain ja jokaisen toimilaitteen poistoon liittyvän huollon jälkeen, sillä kalibroinnin poikkeama voi saada venttiilin raportoimaan väärän asennon tilan ohjausjärjestelmälle, mikä voi aiheuttaa havaitsemattomia prosessipoikkeamia automatisoiduissa tuotantosarjoissa.
















{kind=link}