





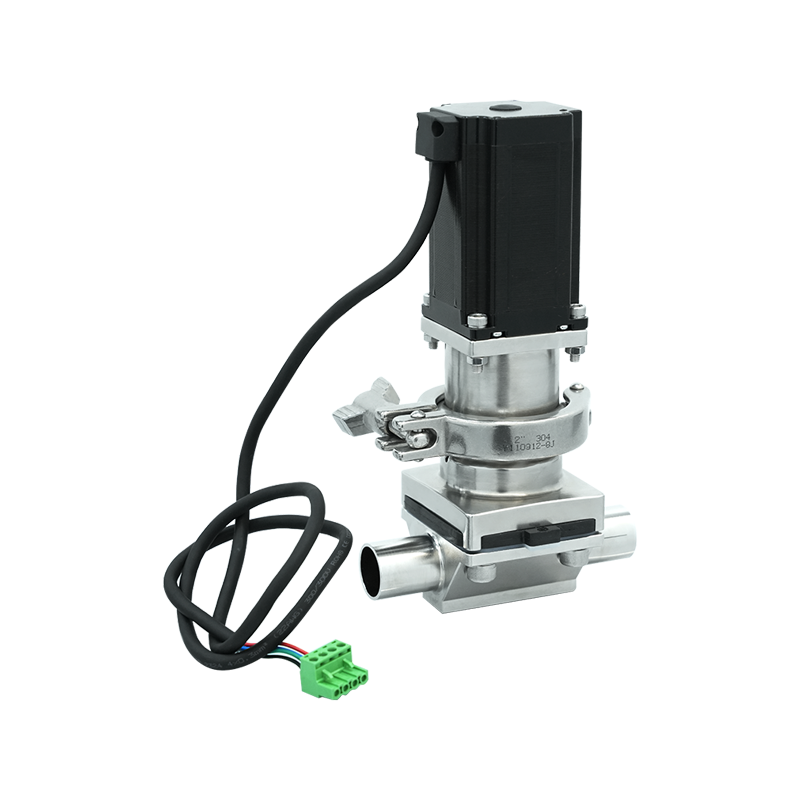











Saniteettisäiliön pohjakalvoventtiilin ominaisuudet ja tuotantoprosessi
1 Ei pidättymistä: ainutlaatuinen kalvorakenne varmistaa, että materiaali tyhjenee kokonaan, kun venttiili suljetaan, jolloin vältetään materiaalijäämät ja ristikontaminaatio.
2 Erittäin puhdas: venttiilin pinta on erikoiskäsitelty, sileä ilman kuollutta tilaa, helppo puhdistaa ja desinfioida.
3 Monipuolinen toimilaitevalikoima: pneumaattiset, sähköiset ja muut toimilaitteet voidaan valita todellisten tarpeiden mukaan vastaamaan eri painetasojen vaatimuksia.
4 Kiillotuskäsittely: venttiilin rungon pinta voidaan kiillottaa mekaanisesti tai sähkökiillottaa asiakkaiden vaatimusten mukaisesti venttiilin esteettisyyden ja korroosionkestävyyden parantamiseksi.
5 saniteettisuunnittelu: biolääketeollisuuden ja elintarviketeollisuuden hygieniastandardien mukaisesti, jotta varmistetaan, että tuote on puhdas ja saastuttamaton
6 Lyhyesti sanottuna, ruostumattomasta teräksestä valmistetun säiliön pohjakalvoventtiili on eräänlainen saniteettiventtiili, joka soveltuu biolääketeollisuudelle ja elintarviketeollisuudelle jne. Sen ominaisuudet eivät ole pysähtyneet, korkea puhtausaste, erilaiset toimilaitteet ja kiillotettu käsittely.
Tarkkuuskalvojen valmistus- ja kokoonpanoprosessi. Tämä prosessin osa liittyy suoraan venttiilin tiivistykseen, korroosionkestävyyteen ja käyttöikään ja on prosessin tärkein osa.
Ensinnäkin kalvomateriaalin valinta on äärimmäisen kriittinen, ja niiden on täytettävä elintarvike- tai farmaseuttiset standardit polymeerimateriaalien, kuten vahvistetun PTFE:n (polytetrafluorieteeni) tai EPDM:n (EPDM), näillä materiaaleilla ei ole vain hyvä kemiallinen stabiilisuus, kestävyys erilaisille väliaineille, vaan niillä on myös erinomainen elastisuus ja kulutuskestävyys, jotta varmistetaan pitkän aikavälin tiivistysvaikutus.
Seuraava vaihe on kalvomuovausprosessi, jossa käytetään useimmiten muovaus- tai ruiskuvalutekniikkaa. Tarkasti säädetyn lämpötilan ja paineen ansiosta materiaali jakautuu tasaisesti muottiin muodostaen muotoja ja kokoja, jotka täyttävät suunnitteluvaatimukset. Muotoilun jälkeen kalvolle tehdään tiukka mittatarkastus ja pintakäsittely, jotta varmistetaan, että siinä ei ole vikoja ja ilmareikiä, sekä parantaa yleistä laatua.
Asennusvaiheessa kalvo asetetaan varovasti venttiilirungon sisään, missä se on tiiviisti venttiilin istukkaan ja käyttömekanismin kanssa. Tämä prosessi vaatii erittäin suurta kokoonpanotarkkuutta, ja kaikki pienet poikkeamat voivat vaikuttaa venttiilin tiivistyskykyyn. Siksi työntekijöiden on suoritettava useita virheenkorjauksia ja kalibrointeja edistyneiden jigien ja kiinnikkeiden sekä testauslaitteiden avulla, kunnes optimaalinen kokoonpanotila saavutetaan.
Lopuksi koko venttiilin on myös läpäistävä sarja suorituskykytestejä, mukaan lukien painetesti, tiivistystesti, korroosionkestävyystesti jne. sen varmistamiseksi, että se toimii vakaasti ja luotettavasti erilaisissa työolosuhteissa. Vain tuotteet, jotka läpäisevät nämä tiukat testit, voidaan tunnustaa päteviksi saniteettisäiliön pohjakalvoventtiileiksi, ja niitä voidaan viime kädessä käyttää elintarvike-, lääke- ja muilla aloilla, jotka vaativat erittäin korkeita hygieniaolosuhteita.
















{kind=link}