
















Pneumaattisten kalvoventtiilien komponenttien ja toiminnan ymmärtäminen
Pneumaattiset kalvoventtiilit toimivat paineilman paineella, joka vaikuttaa joustavaan kalvoon, joka ohjaa nesteen virtausta venttiilin rungon läpi ja tarjoaa tarkan ohjauksen ja luotettavan sulkemisen erilaisissa teollisuussovelluksissa. Perusrakenne erottaa prosessiväliaineet käyttömekanismista elastomeeri- tai PTFE-kalvon kautta, mikä estää herkkien nesteiden kontaminoitumisen ja suojaa sisäosia syövyttäviltä tai hankaavilta aineilta. Tämä eristysominaisuus tekee pneumaattisista kalvoventtiileistä erityisen arvokkaita lääkkeiden valmistuksessa, elintarvikkeiden jalostuksessa, kemikaalien käsittelyssä ja puolijohteiden valmistuksessa, joissa tuotteen puhtaus ja kontaminaation esto ovat kriittisiä toiminnallisia vaatimuksia.
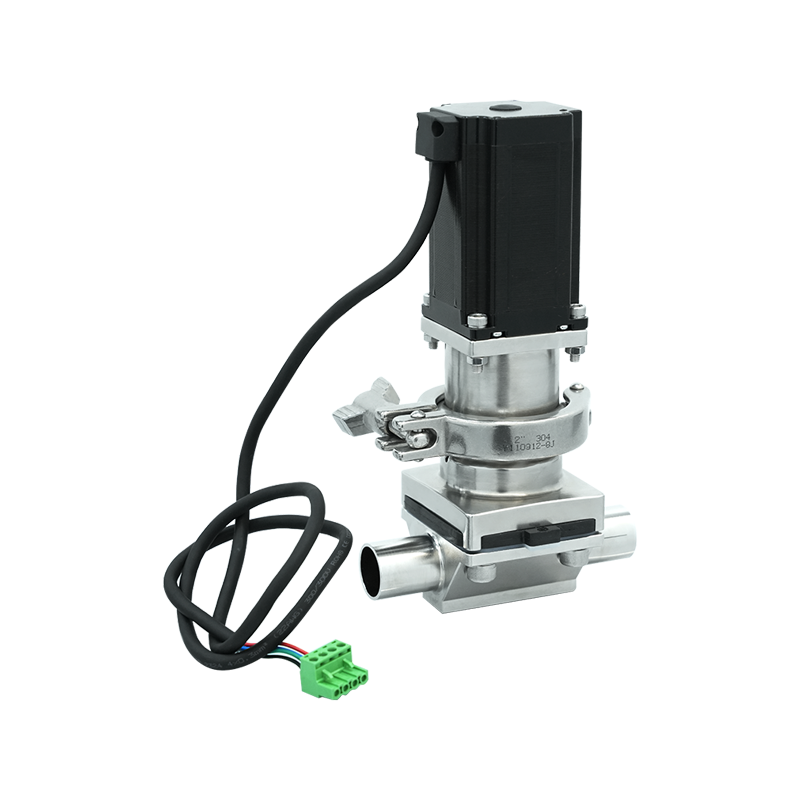
Venttiilin rungossa on virtauskanava ja kalvon istukka, jotka on tyypillisesti valmistettu ruostumattomasta teräksestä, PVC:stä, PVDF:stä tai muista materiaaleista, jotka on valittu kemiallisen yhteensopivuuden perusteella prosessinesteen ja käyttölämpötilavaatimusten kanssa. Kalvo itse puristaa venttiilirungon ja konepeltikokoonpanon väliin luoden tiivisteen, joka estää nesteen kulkeutumisen toimilaitteen kammioon samalla, kun kompressori tai kara voi siirtää käyttövoimaa pneumaattisesta toimilaitteesta kalvoon. Kalvon materiaalin valinta osoittautuu kriittiseksi, ja vaihtoehtoja ovat EPDM yleiseen vesihuoltoon, Viton kemikaalien kestävyyteen, PTFE äärimmäisen kemiallisen yhteensopivuuden takaamiseksi ja erikoisyhdisteet korkeissa lämpötiloissa tai erityisissä kemiallisissa olosuhteissa.
Pneumaattinen toimilaite muuntaa paineilman paineen mekaaniseksi voimaksi, joka avaa tai sulkee venttiilin, ja toimilaitteen koon määräytyy tarvittavan varren voiman mukaan nestepaineen, kalvon jäykkyyden ja venttiilin toimintaan vaikuttavien prosessiolosuhteiden voittamiseksi. Lineaariset toimilaitteet tarjoavat suhteellista ohjausta vaihtelevalla ilmanpaineella, joka sijoittaa kalvon täysin avoimen ja täysin suljetun välipisteisiin, mikä mahdollistaa tarkan virtauksen säätelyn automatisoiduissa prosessinohjausjärjestelmissä. Jousipalautteiset toimilaitteet sisältävät sisäiset jouset, jotka automaattisesti ajavat venttiilin ennalta määrättyyn turvalliseen asentoon ilmanpaineen häviämisen jälkeen, mikä tarjoaa vikaturvallisen toiminnan, joka on välttämätöntä hätäpysäytysjärjestelmille ja sovelluksille, jotka edellyttävät ennakoitavissa olevaa vikatilan käyttäytymistä.
Asennusta edeltävä suunnittelu ja työpaikan valmistelu
Onnistunut pneumaattisten kalvoventtiilien asennus alkaa kattavalla suunnittelulla, joka käsittelee putkistokokoonpanoa, toimilaitteiden saavutettavuutta, instrumentin ilmavaatimuksia ja asennuspaikan ympäristöolosuhteita. Tarkista prosessi- ja instrumentointikaaviot varmistaaksesi, että määritetty venttiilin koko, paineluokitus, materiaalirakenne ja käyttövaatimukset vastaavat todellisia käyttöolosuhteita ja varmistavat, että valittu venttiili pystyy käsittelemään suurimman käyttöpaineen, äärimmäiset lämpötilat ja kemialliset altistukset normaaleissa ja häiriintyneissä olosuhteissa. Teknisten tietojen ja kenttäolosuhteiden väliset erot tulee ratkaista ennen asennuksen jatkamista, koska yhteensopimattomien venttiilien asentaminen aiheuttaa turvallisuusriskejä, toimintaongelmia ja mahdollisia laitevaurioita.

Putkiston kohdistus- ja tukivaatimukset vaativat huomiota asennusta edeltävän suunnittelun aikana, koska väärin kohdistetut putket rasittavat venttiilin runkoja, mikä voi aiheuttaa vuotoja, ennenaikaisia vikoja tai toimintavaikeuksia. Putkijärjestelmässä tulee olla riittävät tuet venttiilin sijainnin molemmilla puolilla, jotta venttiili ei kannattaisi putken painoa, joka aiheuttaisi rasitusta venttiilin runkoon tai liitäntöihin. Varmista, että ylä- ja alavirtaputket noudattavat samaa nimelliskokoa kuin venttiili, tai varmista, että käytettävissä on oikeat supistimet, jos kokomuutoksia tapahtuu lähellä venttiilin sijaintia. Virheellisten putkien kompensoiminen venttiililiitäntöjen liiallisella kiristämisellä luo jännityskeskittymiä, jotka murtavat venttiilin runkoja, erityisesti hauraiden materiaalien, kuten PVC:n tai lasipäällysteisten komponenttien, kanssa.
Laitteen ilmansyöttövaatimuksiin kuuluu riittävän paineen, virtauskapasiteetin ja ilmanlaadun varmistaminen, jotta pneumaattinen toimilaite toimii luotettavasti koko sen käyttöiän ajan. Normaalit pneumaattiset toimilaitteet vaativat tyypillisesti 40–100 puntaa neliötuumaa kohden toimilaitteen suunnittelusta ja venttiilin koosta riippuen, ja ilmansyöttöjärjestelmät pitävät paineen vähintään kaksikymmentä prosenttia korkeampi kuin toimilaitteen vähimmäisvaatimukset varmistaakseen luotettavan toiminnan syöttöpaineen vaihteluista huolimatta. Ilmanlaatuvaatimukset edellyttävät yleensä kosteuden, öljyn ja hiukkasten poistamista suodatus- ja kuivauslaitteiden avulla, mikä estää toimilaitteen korroosiota, tiivisteen rappeutumista ja saastuneen ilmansyötön aiheuttamia käyttöongelmia. Erillisen suodatin-säädinyksikön asentaminen lähelle venttiilin sijaintia tarjoaa paikallisen ilmastoinnin ja paineensäädön kyseisen venttiilin vaatimusten mukaan.
Asennusta edeltävä tarkistuslista
- Varmista, että venttiilin tekniset tiedot vastaavat prosessivaatimuksia, mukaan lukien koko, paineluokitus, materiaalien yhteensopivuus ja päätyliitäntätyyppi, ennen kuin poistat pakkauksesta tai valmistelet asennusta
- Tarkasta venttiili ja toimilaite kuljetusvaurioiden varalta, mukaan lukien kolhut, halkeamat tai vääntyneet osat, ja varmista, että kaikki lisävarusteet, mukaan lukien asennoittimet, rajakytkimet tai solenoidiventtiilit, ovat paikalla ja vahingoittumattomia
- Varmista, että putkisto on puhdas, asianmukaisesti tuettu ja kohdistettu hyväksyttävien toleranssien sisällä siten, että tiivistepinnat ovat vapaat roskista, vaurioista tai epätasaisuuksista, jotka voivat vaarantaa tiivistyksen
- Varmista, että instrumentin ilmansyöttö täyttää paine-, virtaus- ja laatuvaatimukset, kun asianmukaiset suodatus-, säätö- ja kosteudenpoistolaitteet on asennettu ja toimivat oikein
- Varmista, että toimilaitteen toiminnalle, kalvon ja konepellin huoltoon pääsylle ja kuluvien komponenttien vaihtamiselle tulevaisuudessa ilman laajaa putkiston purkamista on riittävästi tilaa.
Venttiilirungon asennus- ja liitäntämenettelyt
Oikea venttiilin suuntaus varmistaa optimaalisen suorituskyvyn ja estää toimintahäiriöitä, sillä useimmat kalvoventtiilit on suunniteltu tiettyihin asennusasentoihin, jotka ilmaistaan virtaussuuntanuolilla, jotka on valettu tai leimattu venttiilin runkoon. Venttiilien asentaminen taaksepäin kääntää suunnitellun virtauskuvion kalvon poikki, mikä saattaa aiheuttaa ennenaikaista kulumista, heikentynyttä sulkukykyä tai ohjausjärjestelmän epävakautta kuristussovelluksissa. Toimilaitteen suunta vaatii myös harkintaa, kun pneumaattiset toimilaitteet asennetaan tyypillisesti pystysuoraan venttiilirungon yläpuolelle, jotta estetään kosteuden kerääntyminen toimilaitteen kammioihin ja mahdollistetaan käytön aikana syntyvän kondenssiveden oikea poisto.
Laipallisten kalvoventtiileiden laippaliitäntöjen asennukseen kuuluu huolellinen tiivisteiden valinta, pulttien kiristysjaksot ja vääntömomentin säätö, jotta saadaan aikaan tasainen puristus koko laipan kehän ympärille ilman ylikuormitusta venttiilin runkoon. Valitse tiivisteet, jotka ovat yhteensopivia sekä prosessinesteen että laipan pintamateriaalin kanssa, ja koko pinnan peittäviä tiivisteitä suositellaan muovi- tai lasivuorattuihin venttiilirungoihin pulttikuormien jakamiseksi koko laippapinnalle sen sijaan, että jännitys kohdistuisi kohotettuun pintaan. Asenna laippapultit aluksi sormitiukkuuteen ja kiristä sitten tähtikuviolla vastakkaisista pulteista asteittain vierekkäisiin kiinnikkeisiin, ja suorita useita kiristyskertoja asteittain kasvavalla vääntömomentilla, kunnes saavutat laipan materiaalille ja arvolle sopivan lopullisen arvon.
Kierreliitoksen asennus vaatii kierretiivisteen tai teippiasennuksen, joka estää vuodot saastuttamatta prosessivirtaa tai vaikeuttaa tulevaa purkamista. Kiinnitä PTFE-teippiä tai sopivaa kierretiivistettä vain ulkokierteisiin ja kääri teippiä suuntaan, jossa kiristysliike puristaa sen sijaan, että se irrottaisi nauhan kierteistä. Kierteiden kiinnittäminen tulee aloittaa helposti käsin, ja vastus osoittaa poikkikierteityksen, vaurioituneet kierteet tai vieraat materiaalit, jotka vaativat korjausta ennen avainten käyttöä. Kiristä kierreliitokset suositeltuihin vääntömomenttiarvoihin käyttämällä oikeita jakoavaimia, jotka kiinnittyvät täysin tasaisesti. Vältä säädettäviä avaimia tai putkiavaimia, jotka voivat vahingoittaa venttiilin runkoja tai muuttaa liitoskierteitä liiallisella tai väärin jakautuneella voimalla.
Pneumaattisen toimilaitteen asennus ja ilmaletkun liitäntä
Toimilaitteen kiinnitys venttiilin kanteen edellyttää oikean kohdistuksen tarkistamista toimilaitteen varren ja venttiilikompressorin tai kalvolevyn välillä. Näin varmistetaan, että voimansiirto tapahtuu samankeskisesti ilman sivukuormitusta, joka aiheuttaa kiinnittymistä tai ennenaikaista kulumista. Useimmissa pneumaattisissa kalvoventtiileissä käytetään standardoituja toimilaitteiden kiinnityskuvioita, jotka ovat alan standardien, kuten VDI/VDE 3845 tai ISO 5211, mukaisia, mikä mahdollistaa vaihtokelpoisuuden eri valmistajien toimilaitteiden välillä. Varmista kuitenkin, että kiinnityspulttien reikien kuviot, varren liitännät ja kokonaismitat täsmäävät ennen asennusta, sillä oletettavasti yhteensopivien komponenttien väliset mittavaihtelut voivat estää oikean kokoamisen tai aiheuttaa toimintaongelmia onnistuneesta fyysisestä asennuksesta huolimatta.
Toimilaitteen kiinnittäminen venttiiliin edellyttää kiinnityspulttien kiristämistä määritettyihin vääntömomenttiarvoihin ristikkäisessä järjestyksessä, joka jakaa kiristysvoiman tasaisesti asennuslaipan ympärille. Alikiristys mahdollistaa liikkeen toimilaitteen ja venttiilin välillä, mikä vaurioittaa asennuspintoja ja aiheuttaa kohdistusongelmia, kun taas ylikiristys voi halkeilla muovisia venttiilikansia tai muuttaa metalliosien kiinnityslaippoja. Useimmat valmistajat määrittävät asennusohjeissaan kiinnityspulttien vääntömomentit. Arvot vaihtelevat pultin koon, materiaalin ja asennettavan venttiili-toimilaiteyhdistelmän mukaan. Jos erityisiä vääntömomenttimäärittelyjä ei ole, noudata käytettävän pultin laadun ja koon vakiovääntömomenttiarvoja ja noudata erityistä varovaisuutta sellaisten muoviosien kanssa, jotka sietävät pienempää rasitusta kuin metallikokoonpanot.
Ilmajohtojen liitännät toimilaitteeseen edellyttävät asianmukaisia liittimiä, putkimateriaaleja ja liitäntämenetelmiä, jotka estävät vuodot samalla kun mahdollistavat irrottamisen tulevaisuudessa huoltoa tai toimilaitteen vaihtoa varten. Muoviset tai nailoniset letkut, jotka on mitoitettu toimilaitteen porttiliitäntöihin sopivasti, tarjoavat joustavia liitoksia, jotka mukautuvat toimilaitteen vähäiseen liikkeeseen ja estävät samalla taipumisen tai virtauksen rajoittumisen. Push-to-connect liittimet mahdollistavat nopeat ja luotettavat liitännät ilman kierretiivisteitä tai erikoistyökaluja, vaikka oikeat letkun leikkaus- ja asennustekniikat ovat välttämättömiä vuotottoman toiminnan kannalta. Leikkaa letkut sopivilla leikkurilla, jotka tekevät neliömäisiä, puhtaita leikkauksia muuttamatta putken päätä, ja työnnä sitten letku kokonaan liittimeen, kunnes se pohjautuu sisäistä pysäytintä vasten. Varmista, että putki on kiinnitetty kunnolla yrittämällä vetää letkua vapaaksi ilman, että liittimen kaulus irtoaa.
Ohjausilmajärjestelmän integrointi ja testaus
Suodatin-säätimen asennus ilmansyöttölinjaan tarjoaa paikallisen ilmastoinnin ja paineensäädön venttiilin toimilaitteen vaatimusten mukaisesti, kompensoimalla syöttöpaineen vaihtelut ja poistaen epäpuhtaudet, jotka saattavat vaarantaa toimilaitteen suorituskykyä. Asenna suodatin-säädinkokoonpano helppopääsyiseen paikkaan, jolloin suodatinelementtien vaihtaminen ja kondenssiveden poisto on helppoa ilman laajaa purkamista tai viereisten laitteiden toimintojen keskeyttämistä. Suuntaa suodatin-säädin valmistajan ohjeiden mukaisesti, tyypillisesti pystysuoraan suodatinmalja alaspäin edistääksesi kondenssiveden asianmukaista poistumista ja epäpuhtauksien laskeutumista. Säädä säädin antamaan paine noin kymmenen prosenttia toimilaitteen vähimmäisvaatimuksen yläpuolelle, mikä takaa riittävän käyttömarginaalin välttäen samalla ylipaineen aiheuttamaa tarpeetonta toimilaitteen rasitusta.
Magneettiventtiilin asennus automaattista venttiiliohjausta varten vaatii kunnollisen jännitteen tarkastuksen, sähköliitäntöjen eheyden ja toimintatestauksen, jotta varmistetaan luotettava venttiilin käyttö vasteena ohjaussignaaleihin. Varmista, että magneettiventtiilien nimellisarvot vastaavat saatavilla olevia virtalähteitä, ja varmista, tarvitaanko vaihto- tai tasajännitettä ja että jännitteen suuruus on hyväksyttävien rajojen sisällä. Asenna solenoidiventtiilit valmistajien suosittelemiin suuntiin, tyypillisesti kelat ylöspäin kosteuden kertymisen estämiseksi ja asianmukaisen tuuletuksen mahdollistamiseksi. Sähköliitännöissä tulee käyttää asianmukaisia putkia, kaapeliholkkeja tai johtokahvoja, jotka säilyttävät ympäristönsuojeluluokitukset ja tarjoavat samalla jännityksenpoiston, joka estää tärinän tai tahattomien vetovoimien aiheuttamat johtovauriot.
Venttiilin asennon ilmaisimet tai rajakytkimet antavat palautetta, joka vahvistaa venttiilin asennon ohjausjärjestelmän valvontaa ja lukitustoimintoja varten, mikä edellyttää asianmukaista asennusta, säätöä ja tarkastusta käyttöönoton aikana. Mekaaniset rajakytkimet asennetaan tyypillisesti toimilaitteeseen käyttämällä kiinnikkeitä, jotka asemoivat kytkimen toimilaitteet kytkeytymään toimilaitteen karaan kiinnitettyihin nokkiin tai kohteisiin, luoden lopulliset asentosignaalit ennalta määrätyissä venttiilin liikepisteissä. Säädä rajakytkimet laukeamaan tarkasti halutuissa venttiiliasennoissa, tyypillisesti täysin auki ja täysin kiinni kaksiasentoisille venttiileille, ja varmista sitten oikea toiminta siirtämällä venttiiliä manuaalisesti koko alueen läpi samalla kun tarkkailet kytkimien tilan muutoksia. Rajakytkimien sähköliitännät edellyttävät asennuspaikkaan sopivaa johtojen reititystä, vedonpoistoa ja ympäristönsuojelua.
Pneumaattisen järjestelmän yhteyden konfigurointi
| Komponentti | Sijainti | Tarkoitus | Säätö vaaditaan |
| Suodatin-säädin | Venttiilin sijainti lähellä | Ilmastointi ja paineensäädin | Aseta toimilaitteen vaatimuksiin |
| Solenoidiventtiili | Säätimen ja toimilaitteen välissä | Automaattinen ohjaustoiminto | Ei tyypillisesti yhtään |
| Paikannus | Asennettu toimilaitteeseen | Suhteellinen ohjauspaikannus | Kalibrointi vaaditaan |
| Manuaalinen käyttäjä | Kiinnitetty toimilaitteeseen | Hätätilan manuaalinen ohitus | Vahvista sitoutuminen |
| Pikapoistoventtiili | Toimilaitteen portissa | Nopea venttiilin sulkeminen | Ei mitään |
Käyttöönottomenettelyt ja toiminnan testaus
Alkuiskutesti ilman prosessinestettä varmistaa mekaanisen toiminnan, toimilaitteen suorituskyvyn ja sitoutumisen tai häiriöiden puuttumisen ennen mahdollisesti vaarallisten materiaalien lisäämistä järjestelmään. Levitä instrumenttiilmaa asteittain samalla kun tarkkailet toimilaitteen liikettä, kuuntelet epätavallisia ääniä, jotka osoittavat häiriöitä tai kohdistusvirheitä, ja varmista, että liike kulkee sujuvasti koko alueen läpi täysin suljetusta täysin auki olevaan asentoon. Varmista jousipalautteisten toimilaitteiden oikea vikaturvallinen toiminta poistamalla ilmanpaine ja varmistamalla, että venttiili liikkuu ennalta määritettyyn turvalliseen asentoonsa odotettujen aikarajojen sisällä. Toista iskutestaus useita kertoja tunnistaaksesi ajoittaiset ongelmat ja varmistaaksesi johdonmukaisen, toistettavan toiminnan ennen painetestauksen jatkamista.
Istuimen vuototestaus määrittää venttiilin sulkemiskyvyn, mikä on kriittinen sovelluksissa, jotka edellyttävät tiukkaa sulkemista tuotehävikin estämiseksi, prosessin hallinnan ylläpitämiseksi tai turvajärjestelmän luotettavuuden varmistamiseksi. Vakiotiivisteen vuototestaus käsittää venttiilin paineistamisen ylävirran puolelta venttiilin ollessa kiinni ja sitten vuodon virtauksen tai paineen vähenemisen mittaamisen myötävirran puolella tietyn ajanjakson aikana. Testipaineet ovat tyypillisesti yhtä suuria kuin suurin käyttöpaine tai tietty prosenttiosuus siitä, ja hyväksytyt vuotonopeudet määrittävät sovellusvaatimukset ja alan standardit, kuten ANSI/FCI 70-2, joka luokittelee venttiilin sulkukyvyn useisiin luokkiin, jotka vaihtelevat luokasta I yleispalveluun luokkaan VI minimaalisen havaittavan vuodon kriittisissä sovelluksissa.
Ohjausjärjestelmän integrointitestaus varmistaa venttiilin oikean vasteen ohjaussignaaleihin, varmistaa oikean vikaturvallisen toiminnan ja vahvistaa lukitustoiminnot ennen venttiilin ottamista normaaliin käyttöön. Tarkista automaattisten on-off-venttiilien oikea avautuminen ja sulkeutuminen vasteena magneettiventtiilin jännitteelle, tarkista toimintanopeus ja varmista, että liike on täysin auki ja täysin suljettu. Suhteelliset ohjausventtiilit vaativat asennoittimien tai virta-paine-muuntimien kalibroinnin, nolla- ja jänne-asetusten säätämisen, kunnes venttiilin asento seuraa tarkasti ohjaussignaalia koko toiminta-alueella. Testaa lukituksen toimintoja simuloimalla häiriöitä, joiden pitäisi laukaista venttiilin sulkeutuminen, ja varmistamalla, että venttiili reagoi asianmukaisesti ja vaadituissa aikarajoissa prosessin poikkeamien tai turvajärjestelmän vikojen estämiseksi.
Yleiset asennusongelmat ja korjaustoimenpiteet
Toimilaitteen jumiutuminen tai hidas toiminta viittaa tyypillisesti toimilaitteen varren ja venttiilikompressorin väliseen kohdistusvirheeseen, toimilaitteen kammioiden kontaminaatioon tai riittämättömään ilmanpaineeseen käyttövoimien voittamiseksi. Tarkista toimilaitteen asennuksen kohdistus löysäämällä kiinnityspultteja hieman ja tarkistamalla, paraneeko toiminta, mikä osoittaa, että väärä asennus aiheutti sitovia kuormia. Irrota toimilaite ja tarkasta sisäiset osat likaantumisen, korroosion tai puhdistusta tai vaihtoa vaativien vaurioiden varalta. Mittaa todellinen ilmansyöttöpaine toimilaitteessa käyttöolosuhteissa tunnistaaksesi painehäviöt alimitoista letkusta, rajoittavista liittimistä tai riittämättömästä suodatin-säätimen kapasiteetista, joka estää vaaditun toimilaitteen paineen toimittamisen.
Ulkoinen vuoto venttiilirungon liitännöissä viittaa virheelliseen tiivisteen asennukseen, riittämättömään pultin kiristysmomenttiin, vaurioituneisiin tiivistepintoihin tai yhteensopimattomiin tiivistemateriaaleihin, jotka ovat hajonneet joutuessaan kosketuksiin prosessinesteiden kanssa. Kiristä laippapultit uudelleen käyttämällä oikeaa järjestystä ja vääntömomenttiarvoja, jotta varmistetaan tasainen puristus laipan kehän ympärillä. Jos vuoto jatkuu, irrota liitäntä ja tarkasta tiivisteen kunto ja vaihda vaurioituneet tai huonokuntoiset tiivisteet asianmukaisiin materiaaleihin, joiden on todettu olevan yhteensopivia prosessinesteen kanssa. Tarkista laipan tiivistepinnat naarmujen, uurteiden tai vääntymien varalta, jotka estävät tiivisteen oikean puristumisen, korjaa tai vaihda vaurioituneet komponentit tarpeen mukaan tiivistyskyvyn palauttamiseksi.
Liiallinen tiivisteen vuoto yli hyväksyttävien rajojen tarkoittaa kalvovaurioita, täydellisen sulkeutumisen estävää vierasmateriaalia, toimilaitteen väärää mitoitusta tai riittämätöntä tiivistysvoimaa prosessipaineen voittamiseksi. Tarkasta, onko kalvossa viiltoja, repeytymiä tai pysyviä muodonmuutoksia, jotka estävät oikean istuvuuden venttiilin runkoa vasten. Poista kaikki istuinalueelle juuttuneet vieraat materiaalit, jotka estävät täydellisen sulkeutumisen, tutkimalla ylävirran putkistossa roskalähteitä, jotka vaativat suodatusta tai seulontaa toistumisen estämiseksi. Tarkista toimilaitteen mitoituslaskelmat, jotka vahvistavat riittävän voiman muodostuksen kalvon puristamiseksi istukan painetta vastaan, erityisesti korkeapainesovelluksissa tai venttiileissä, joissa on suuret kalvoalueet ja jotka vaativat huomattavaa sulkemisvoimaa.
Dokumentointi ja huoltosuunnittelu
Kattava asennusdokumentaatio sisältää tärkeitä tietoja vianetsintää, huollon suunnittelua ja tulevia muutoksia varten, mukaan lukien yksityiskohtaiset tiedot venttiilin teknisistä tiedoista, asennuskonfiguraatiosta ja käyttöönottotestien tuloksista. Dokumentoi venttiilien tunnistenumerot, koot, painearvot, materiaalirakenne ja erityiset mallinumerot sekä venttiilirungoille että toimilaitteille luomalla ristiviittauksia prosessi- ja instrumentointikaavioihin ja laitetietokantoihin. Valokuvaa asennettuja venttiileitä useista eri kulmista näyttäen putkiliitännät, toimilaitteen asennon, lisävarusteet ja välykset, mikä tarjoaa visuaalisia tietoja, jotka ovat hyödyllisiä huoltotoimenpiteiden suunnittelussa tai käyttöongelmien etätutkimuksessa.
Ennaltaehkäisevien huoltojen aikatauluissa tulee käsitellä kalvojen vaihtovälejä, toimilaitteen huoltovaatimuksia, ilmansuodatinelementtien vaihtoja ja säännöllisiä suorituskykytestejä valmistajan suositusten ja käyttökokemuksen perusteella. Kalvot ovat pneumaattisten kalvoventtiileiden ensisijainen kulumiskomponentti, joka vaatii säännöllistä vaihtoa toimintajaksojen, prosessinesteen aggressiivisuuden ja havaitun vuodon tai suorituskyvyn heikkenemisen perusteella. Toimilaitteen huolto sisältää liikkuvien osien voitelun, tiivisteiden ja O-renkaiden tarkastuksen sekä jousien kireyden tarkistamisen jousipalautteisissa malleissa. Huoltovälit vaihtelevat kevyiden sovellusten vuositarkastuksista venttiilien neljännesvuosittaiseen huoltoon, jos venttiilit ovat vaikeissa käyttöolosuhteissa tai kriittisissä sovelluksissa, jotka eivät siedä suunnittelemattomia vikoja.
Varaosavaraston suunnitteluun tulee sisältyä kullekin venttiiliasennukselle mitoitetut kalvot, täydelliset toimilaitteiden uusintasarjat ja usein epäonnistuneet lisävarusteet, kuten solenoidiventtiilien kelat, asennoittimen komponentit ja rajakytkimet. Riittävien varaosien säilyttäminen minimoi seisokit korjaavan huollon aikana ja mahdollistaa kuluvien komponenttien ennakoivan vaihdon ennen kuin vika häiritsee toimintaa. Harkitse täydellisten varaventtiilikokoonpanojen ylläpitämistä kriittisissä sovelluksissa, joissa pitkittynyt seisokki aiheuttaa ei-hyväksyttäviä tuotantohäviöitä tai turvallisuusriskejä, mikä mahdollistaa viallisten venttiilien nopean vaihdon, kun korjaukset jatkuvat offline-tilassa ilman, että aikapaine heikentää laatua.
Asennuksen jälkeiset vahvistusvaiheet
- Varmista, että kaikki pulttiliitokset saavuttavat määritetyt vääntömomenttiarvot asianmukaisella kiristysjaksolla dokumentoidulla ja liitännän eheydellä varmistettu vuototestillä käyttöpaineessa
- Varmista, että toimilaitteen iskuaika täyttää vaatimukset mittaamalla aika, joka vaaditaan täydelliseen liikenteeseen täysin avoimesta täysin suljettuun asennosta normaaleissa käyttöolosuhteissa
- Dokumentoi istukan vuototestitulokset, joissa mitattuja vuotomääriä verrataan määritettyihin vaatimuksiin ja venttiililuokituksen alan standardeihin
- Testaa vikaturvallista toimintaa poistamalla ilmanpaine ja tarkistamalla venttiilin oikea liike ennalta määritettyyn turvalliseen asentoon vaaditun ajan kuluessa ilman sitoutumista tai epäröintiä
- Vahvista ohjausjärjestelmän integrointi, mukaan lukien signaalivaste, paikan ilmaisun tarkkuus ja lukitustoimintojen toiminta kattavalla toimintatestauksella ennen normaalin toiminnan alkamista
- Täydelliset asennusdokumentaatiot, mukaan lukien valokuvat, testitiedot, konfigurointitiedot ja huoltovaatimukset sisällytettäväksi kiinteistön ylläpidon hallintajärjestelmiin
















{kind=link}