
















Miksi venttiilin valinta on kriittinen fermentaatioprosessijärjestelmissä?
Kaikissa käymisprosesseissa – olipa kyseessä oluen valmistus, lääkkeiden tuotanto, probioottien viljely tai teollisuusentsyymien valmistus – venttiilit ovat järjestelmän tärkeimpiä komponentteja. Ne säätelevät väliaineen, viljelyliemen, puhdistusaineiden, höyryn ja kaasujen virtausta bioreaktorien, siirtolinjojen ja käsittelylaitteiden läpi. Venttiili, joka vuotaa, sisältää mikrobikontaminaatiota, tuo mukanaan vieraita aineita tai ei tiivistä luotettavasti, voi vaarantaa koko tuhansien tai jopa satojen tuhansien dollarien arvoisen käymiserän. Erähäviön lisäksi väärä venttiilin valinta farmaseuttisessa tai elintarvikelaatuisessa fermentaatiossa voi laukaista säännösten vastaisia tapahtumia, jotka johtavat laitosten sulkemiseen tai tuotteiden takaisinvetoon.
Haasteena on valita oikea käymisprosessin venttiili on näille komponenteille asetettujen vaatimusten ainutlaatuinen yhdistelmä. Niiden on säilytettävä hermeettinen tiivistys sisäisiä paineita vastaan aktiivisen käymisen aikana, kestettävä aggressiivisia sterilointijaksoja käyttämällä höyryä tai emäksisiä kemikaaleja, kestettävä korroosiota happamilta tai emäksisiltä prosessiväliaineilta ja esitettävä sisäpinnat, jotka voidaan puhdistaa täysin ilman kuolleita jalkoja tai rakoja, joihin mikro-organismit voivat kerääntyä. Mikään yksittäinen venttiilityyppi ei täytä kaikkia näitä vaatimuksia yhtäläisesti kaikissa sovelluksissa, minkä vuoksi kokeneet prosessiinsinöörit valitsevat erilaiset venttiilimallit käymisprosessin eri kohtiin.
Yleisimmät käymisessä käytetyt venttiilityypit
Käymisjärjestelmissä käytetään useita erillisiä venttiilirakenteita, joista jokaisella on tietyt toiminnalliset vahvuudet, jotka tekevät siitä sopivan tiettyihin käyttöolosuhteisiin. Kunkin tyypin toimintaperiaatteen ja rajoitusten ymmärtäminen on tehokkaan venttiilin valinnan perusta.
Kalvoventtiilit
Kalvoventtiili on yleisimmin käytetty venttiilityyppi hygieenisessä käymis- ja biokäsittelysovelluksissa. Sen toimintaperiaate on tyylikäs yksinkertaisuudessaan: elastomeerimateriaalista valmistettu joustava kalvo painetaan venttiilin rungossa olevaa patoa tai satulaa vasten sulkemisen saavuttamiseksi ja vedetään sisään virtauksen mahdollistamiseksi. Tämän rakenteen kriittinen etu on, että käyttömekanismi - käsipyörä, pneumaattinen toimilaite ja konepelti - on kokonaan erotettu prosessinesteestä kalvon avulla. Tämä eliminoi riskin, että voiteluaineita, metallihiukkasia tai ulkoisia epäpuhtauksia pääsee prosessivirtaan, ja siinä ei ole varren tiivisteitä tai tiivisteholkkeja, jotka voisivat vuotaa prosessiväliainetta ilmakehään. Kalvoventtiilejä on saatavana sekä patorunkoisena että täysreikäisenä suoran läpiviennin kokoonpanoissa, joissa patotyyppi tarjoaa erinomaisen sulkutehon ja suoran läpimenon tyyppi tarjoaa paremman vedenpoiston ja pienemmän painehäviön viskoosisille aineille.
Perhosventtiilit
Terveysläppäventtiilejä käytetään laajalti fermentaation siirtolinjoissa ja säiliön pohjan ulostuloissa, joissa tarvitaan halkaisijaltaan suuri virtauksen säätö alhaisin kustannuksin. Keskiakselille asennettu pyöreä kiekko pyörii venttiilin rungossa moduloidakseen tai sulkeakseen virtauksen. Saniteettikokoonpanossa levy ja rungon sisäpuoli on kiillotettu arvoon Ra ≤ 0,8 µm ja akselitiiviste käyttää vaihdettavaa elastomeerivuorausta, joka muodostaa sekä istukan tiivisteen että akselitiivisteen yhdessä komponentissa. Läppäventtiilit tarjoavat nopean neljänneskierroksen toiminnan, kompaktit kasvotusten mitat ja alhaisen painehäviön täysin avoimessa asennossa, joten ne sopivat hyvin säiliön tyhjennykseen, CIP-palautuslinjoihin ja suuriin siirtojakoihin. Niiden rajoituksena on, että keskikiekko pysyy aina virtausreitillä jopa täysin auki, mikä aiheuttaa pienen tukoksen ja tekee niistä vähemmän sopivia erittäin viskoosisille käymisliemille tai lietteille, joissa on korkea kuiva-ainepitoisuus.
Palloventtiilit
Saniteettipalloventtiileissä on porattu pallo, joka pyörii kohdistaakseen virtausreitin tai estääkseen sen, tarjoten täyden reiän virtauksen avoimessa asennossa käytännössä nollapainehäviöllä. Hygieenisessä suunnittelussa pallo ja runko on valmistettu 316L ruostumattomasta teräksestä, jonka sisäpinta on sähkökiillotettu tai mekaanisesti kiillotettu, ja istuinrenkaat on valmistettu PTFE- tai PTFE-komposiiteista, jotka tarjoavat kemiallisen kestävyyden erittäin laajalla pH-alueella. Palloventtiilejä käytetään ensisijaisesti käymiskaasun syöttölinjojen, näytteenottoporttien ja sterilointipiirien on/off-eristyspalveluissa, koska niiden kokoreikäinen rakenne mahdollistaa täydellisen tyhjennyksen ja niiden yksinkertainen geometria on helppo puhdistaa paikoillaan. Niitä ei kuitenkaan yleensä suositella kuristushuoltoon, koska osittainen avaaminen aiheuttaa turbulenssia ja PTFE-istuinten eroosiota ajan myötä.
Istuinventtiilit (sekoitetiivis ja yksipaikkainen)
Yksi- ja sekoitustiiviitä kaksipaikkaisia venttiileitä käytetään monimutkaisemmissa fermentointilaitoksissa, joissa useita tuotevirtoja on käsiteltävä samassa putkistossa ilman ristikontaminaation riskiä. Yksiistukkaisessa venttiilissä käytetään kartiomaista tai litteää tulppaa, joka on puristettu koneistettua istukkaa vasten venttiilin rungossa, mikä tarjoaa erinomaisen sulkutehon ja itsetyhjentyvän geometrian, kun se asennetaan suositeltuun asentoon. Sekoitustiiviissä kaksoisistukkaventtiileissä on kaksi erillistä sulkuelementtiä, joiden välissä on vuotoontelo, joka tuuletetaan ilmakehään – vaikka yksi tiiviste vuotaisi, toinen istukka estää tuotteen pääsyn venttiilin vastakkaiselle puolelle, ja kaikki vuodot poistetaan turvallisesti viemäriin. Tämä kaksoisestesuunnittelu on pakollinen meijeri- ja lääkekäymislaitoksissa, joissa prosessisuunnittelu edellyttää eri tuotevirtojen samanaikaista käsittelyä yhteisessä putkistossa.
Materiaalin valinta venttiilirungoille ja kastuville osille
Fermentointiprosessin venttiilin kostutetuissa osissa käytettävien materiaalien – rungon, suljinelementin, istukat ja tiivisteet – on kestettävä prosessin erityiset kemialliset, termiset ja biologiset olosuhteet säilyttäen samalla pinnan eheys toistuvien sterilointijaksojen aikana. Väärä materiaalivalinta on johtava syy ennenaikaiseen venttiilin vioittumiseen ja prosessikontaminaatioon käymislaitoksissa.
- 316L ruostumaton teräs: Standardimateriaali saniteettiventtiilien rungoille ja sisäosille elintarvikkeiden, juomien ja farmaseuttisen fermentoinnin yhteydessä. 316 litran alhainen hiilipitoisuus (enintään 0,03 % hiiltä) minimoi herkistymisen ja rakeiden välisen korroosion toistuvien höyrysterilointijaksojen aikana. Sen molybdeenipitoisuus tarjoaa erinomaisen kestävyyden kloridin aiheuttamaa pistesyöpymistä vastaan verrattuna ruostumattomaan 304:ään, mikä on tärkeää CIP-järjestelmissä, joissa käytetään natriumhypokloriittia tai muita kloorattuja desinfiointiaineita.
- EPDM (etyleenipropyleenidieenimonomeeri): Eniten käytetty elastomeeri käymisventtiilien kalvoihin ja istukkatiivisteisiin. EPDM tarjoaa erinomaisen kestävyyden höyrysterilointia, alkalisia CIP-kemikaaleja ja vesipitoisia väliaineita vastaan laajalla lämpötila-alueella. Se ei ole yhteensopiva öljyjen tai hiilivetypohjaisten liuottimien kanssa, mutta tämä on harvoin ongelma vesipitoisissa käymisympäristöissä.
- PTFE (polytetrafluorieteeni): Käytetään palloventtiilien istukkarenkaisiin ja kalvoventtiilien vuorausmateriaalina, joka on alttiina aggressiivisille kemiallisille olosuhteille. PTFE on kemiallisesti inertti käytännöllisesti katsoen kaikille fermentaatiossa esiintyville prosessiväliaineille, mukaan lukien vahvat hapot, vahvat emäkset ja hapettavat desinfiointiaineet, mutta sen elastisuus on rajallinen ja sitä on kiristettävä huolellisesti kokoamisen aikana istukan eheyden säilyttämiseksi.
- Silikoni elastomeerit: Suositellaan farmaseuttisessa ja bioteknologian fermentaatiossa kalvoille ja tiivisteille, joissa FDA-yhteensopivuus ja uutettavien aineiden minimointi ovat pakollisia. Silikonissa on luonnostaan vähän uuttavia yhdisteitä, se voidaan autoklavoida höyryllä ja se on yhteensopiva kertakäyttöisissä bioprosessointijärjestelmissä käytettävien gammasäteilytyssterilointimenetelmien kanssa.
- Duplex- ja korkeaseosteiset ruostumattomat teräkset: Käytetään aggressiivisissa fermentaatioympäristöissä, joissa on korkeita kloridipitoisuuksia, alhainen pH-väliaine tai korkeita lämpötiloja, jotka ylittävät standardin 316L:n korroosionkestävyyden. Duplex-laadut, kuten 2205, tai superausteniittiset teräslajit, kuten 904L, tarjoavat huomattavasti korkeammat pistekorkeusindeksit (PREN) näihin vaativiin käyttöolosuhteisiin.
Hygieniastandardit ja pinnan viimeistelyvaatimukset
Elintarvike-, juoma-, meijeri- ja lääketuotannossa käytettävien käymisprosessiventtiilien on täytettävä tunnustetut hygieeniset suunnittelustandardit, jotka säätelevät pinnan viimeistelyä, kuolleiden jalkojen mittoja, valutettavuutta ja materiaalin jäljitettävyyttä. Näiden standardien noudattaminen ei ole vain säännösten mukainen muodollisuus – se määrittää suoraan, voidaanko venttiili puhdistaa ja steriloida luotettavasti käytön aikana ilman, että erien välillä on jäännöskontaminaatiota.
Kaksi tärkeintä hygieniaventtiilien suunnittelua koskevaa standardia ovat 3-A Sanitary Standards (käytetään pääasiassa Pohjois-Amerikassa) ja EHEDG (European Hygienic Engineering and Design Group) -ohjeet (käytetään pääasiassa Euroopassa ja kansainvälisesti lääkesovelluksissa). Molemmat standardit edellyttävät, että märän pinnan karheus ei saa ylittää Ra 0,8 µm useimmissa sovelluksissa, kun Ra 0,4 µm tai parempi vaaditaan aseptiseen lääkehuoltoon. Pinnan viimeistely saavutetaan mekaanisella kiillotuksella, sähkökiillotuksella tai molempien yhdistelmällä – sähkökiillotus ei ainoastaan vähennä pinnan karheutta, vaan myös poistaa upotettua rautaa ja muita pinnan epäpuhtauksia luoden passivoidun kromioksidikerroksen, joka parantaa korroosionkestävyyttä.
Kuolleiden jalkojen hallinta on toinen kriittinen hygieeninen suunnitteluvaatimus. Kuollut jalka on mikä tahansa putkiston tai venttiilin ontelon osa, jota pääprosessin virtaus tai CIP-puhdistusvirta ei pyyhkäise, mikä luo pysähtyneen alueen, johon mikro-organismit voivat kerääntyä ja lisääntyä puhdistusjaksojen välillä. Hyväksytty alan sääntö rajoittaa kuolleiden jalkojen pituuden enintään 1,5 kertaa putken halkaisijan pituuteen. Venttiilimallit, joissa on upotettuja onteloita, sokeita aukkoja tai varren tiivistyskammioita, jotka ovat yhteydessä prosessinesteeseen, rikkovat tätä vaatimusta, eivätkä ne ole hyväksyttäviä hygieenisessä käymispalvelussa.
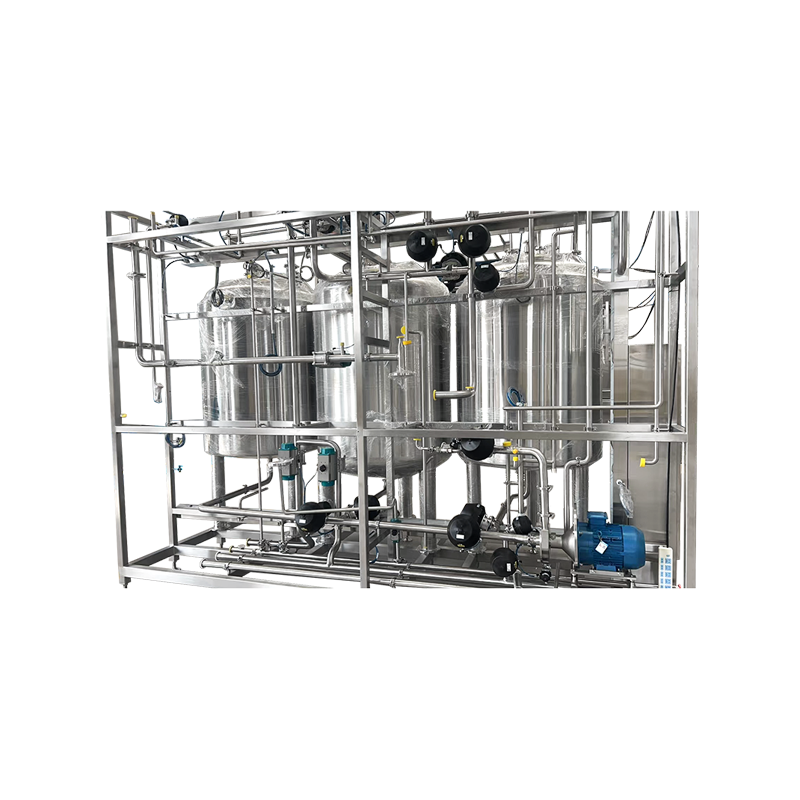
Venttiilityyppien vertailu käymissovelluksen mukaan
Käymisprosessin eri asennot vaativat erilaisia venttiiliominaisuuksia. Seuraavassa taulukossa on kartoitettu yleisimmät venttiilityypit niiden optimaalisiin käyttöpisteisiin tyypillisessä käymislaitoksessa.
| Sovelluskohta | Suositeltu venttiilityyppi | Keskeinen syy |
| Bioreaktorin inokulaatioportti | Kalvoventtiili | Ei kuolleita jalkoja, höyrytettävä, steriili este |
| Sadonkorjuu- ja siirtolinjat | Sekoitustiivis istuinventtiili | Estää ristikontaminaation virtojen välillä |
| Säiliön pohjan ulostulo | Läppäventtiili | Suuri reikä, nopea toiminta, itsestään tyhjentyvä |
| Kaasunsyöttö (ilma, CO₂, N2) | Palloventtiili | Täysreikäinen, painehäviö nolla, luotettava sulku |
| Höyrysterilointipiiri | Kalvo- tai paljeventtiili | Korkean lämpötilan toleranssi, ei ulkoista vuotoa |
| CIP-toimitus ja palautus | Läppä- tai yksipaikkainen venttiili | Kemiallinen kestävyys, suuri virtauskapasiteetti |
| Näytteenottoportti | Aseptinen näytteenottoventtiili | Steriili näytteen uutto ilman kontaminaatiota |
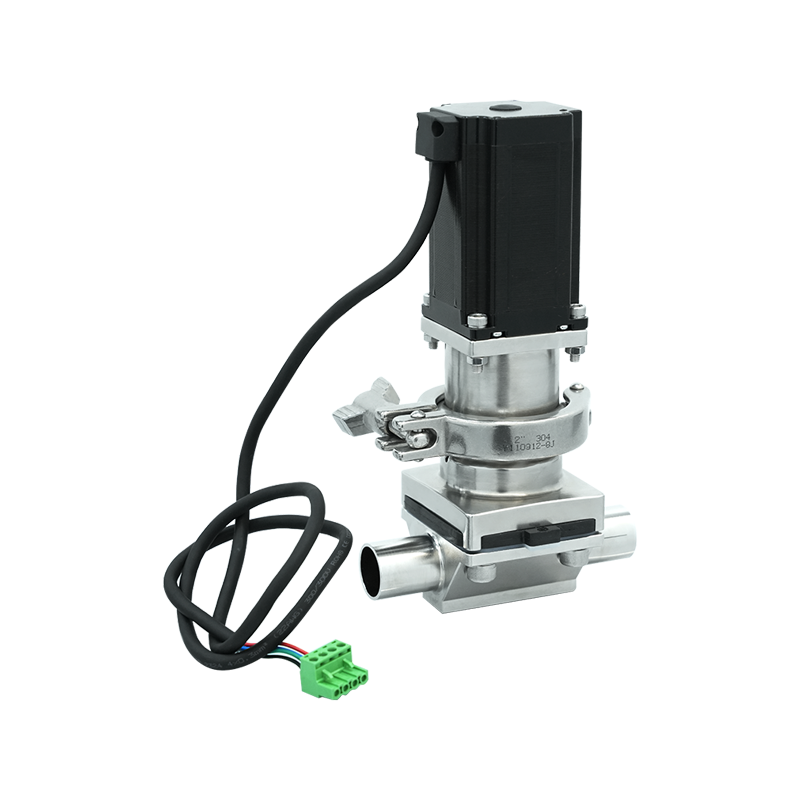
Käyttövaihtoehdot ja automaatio käymisventtiilijärjestelmissä
Nykyaikaiset fermentointilaitokset toimivat korkealla automaatiotasolla, ja venttiilien käyttö on keskeinen osa prosessin ohjausarkkitehtuuria. Manuaaliset venttiilit soveltuvat harvoin suoritettaviin toimintoihin, kuten ylläpitoeristykseen tai manuaaliseen näytteenottoon, mutta suurin osa jatkuvan tai syötetyn eräkäymisjärjestelmän venttiileistä on pneumaattisesti tai sähköisesti toimivia ja niitä ohjataan laitoksen hajautetun ohjausjärjestelmän (DCS) tai ohjelmoitavan logiikkaohjaimen (PLC) avulla.
Pneumaattiset toimilaitteet ovat ylivoimaisesti yleisin käyttötekniikka käymisventtiilijärjestelmissä, koska ne ovat yksinkertaisia, nopeita, luotettavia ja luonnostaan turvallisia ympäristöissä, joissa syttyvien liuottimien tai kaasujen aiheuttama sähkökipinän riski on olemassa. Yksitoimiset jousipalautetut toimilaitteet ovat vakiovalinta päälle/pois-huoltoon, koska ne eivät pääse määriteltyyn turvalliseen asentoon – joko täysin auki tai täysin kiinni – laitteen ilmanpaineen häviämisen jälkeen. Tämä vikaturvallinen käyttäytyminen on olennaista fermentointijärjestelmissä, joissa venttiilin asento tehon tai ilmakatkon kohdalla voi määrittää, onko erä tallennettu vai kadonnut. Kaksitoimisia toimilaitteita, jotka vaativat ilmanpainetta sekä avautumiseen että sulkeutumiseen, käytetään siellä, missä tarvitaan erittäin suuria käyttövoimia tai missä vikaturva-asento ei ole kriittinen prosessin turvallisuuden kannalta.
Venttiilin asennon palaute saadaan toimilaiteasennelmaan asennetuista rajakytkimistä tai asentolähettimistä, jotka varmistavat ohjausjärjestelmälle, onko venttiili täysin auki, täysin kiinni vai väliasennossa. Aseptisessa farmaseuttisessa fermentaatiossa ohjausjärjestelmän on saatava vahvistettu asentopalaute ennen kuin siirrytään automatisoidun sekvenssin seuraavaan vaiheeseen – venttiili, joka ei vahvista käskettyä asentoaan määritellyn aikakatkaisujakson sisällä, laukaisee hälytyksen ja pysäyttää sekvenssin, mikä estää prosessia etenemästä määrittelemättömässä tai vaarallisessa tilassa. Asennoittimet, joissa on HART- tai kenttäväyläviestintäominaisuus, mahdollistavat jatkuvan venttiilin asennon seurannan ja diagnostisten tietojen keräämisen, mikä mahdollistaa ennakoivat huolto-ohjelmat, jotka tunnistavat venttiilin heikkenemisen ennen vikaa.
















{kind=link}