
















Sähköisistä kalvoventtiileistä on tullut välttämätön komponentti aloilla, joilla tuotteiden puhtaudesta, steriiliydestä ja prosessin luotettavuudesta ei voida neuvotella. Toisin kuin käsikäyttöiset tai pneumaattisesti toimivat vaihtoehdot, sähköiset kalvoventtiilit tarjoavat tarkan, automatisoidun virtauksen ohjauksen ja toistettavan paikannustarkkuuden, joten ne ovat ensisijainen valinta aseptisiin sovelluksiin lääkevalmistuksessa, biotekniikassa, elintarvikejalostuksessa ja erittäin puhtaissa vesijärjestelmissä. Tässä artikkelissa tarkastellaan, kuinka nämä venttiilit on rakennettu, miksi niiden aseptisella suunnittelulla on merkitystä ja kuinka ne valitaan ja ylläpidetään oikein vaativiin puhtaisiin prosessiympäristöihin.
Mikä on sähköinen kalvoventtiili ja miten se toimii?
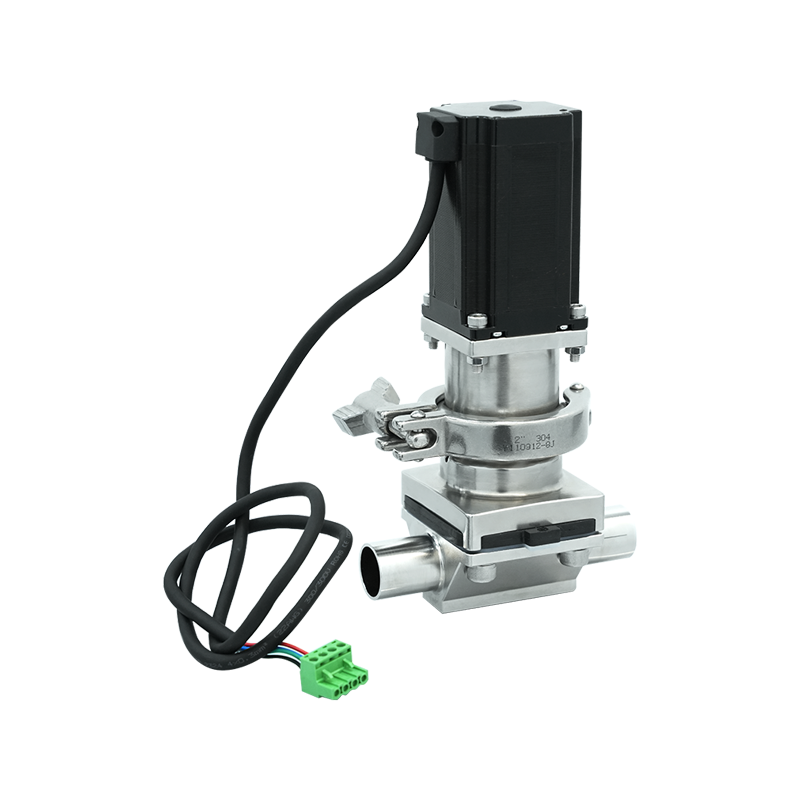
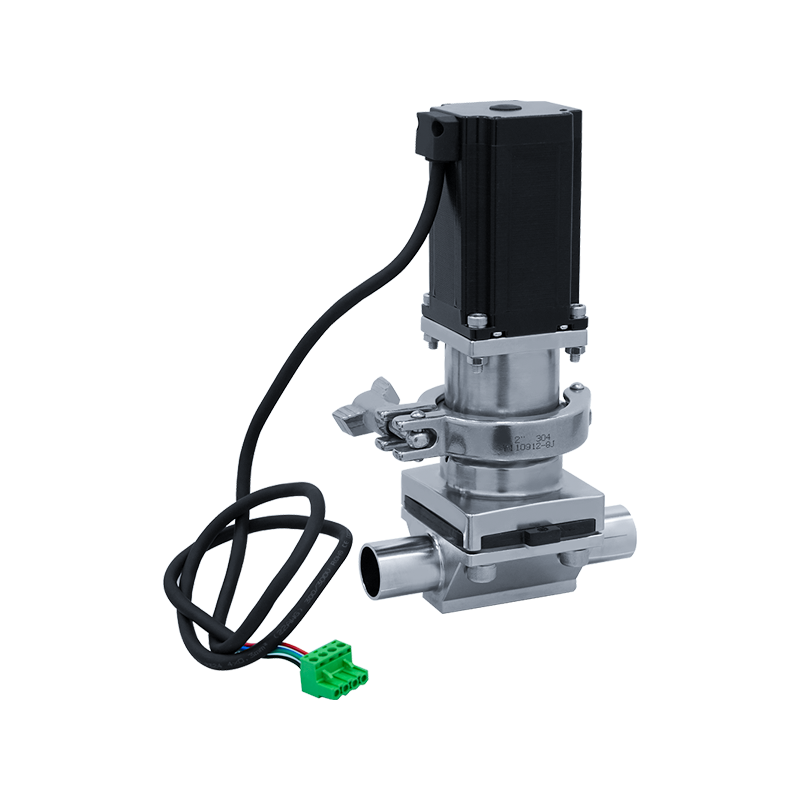
An sähköinen kalvoventtiili on eräänlainen lineaarisesti toimiva venttiili, joka käyttää joustavaa kalvoa - kalvoa - avaamaan, sulkemaan tai kuristamaan nesteen virtausta venttiilirungon läpi. Kalvo toimii sekä virtauksensäätöelementtinä että tiivisteenä erottaen fyysisesti nestereitin kaikista mekaanisista käyttökomponenteista. Tämä erottelu on perustavanlaatuinen suunnitteluominaisuus, joka tekee kalvoventtiileistä ainutlaatuisen sopivan hygieenisiin ja steriileihin sovelluksiin.
Sähkötoimilaite korvaa käsikäyttöisen käsipyörän tai pneumaattisen sylinterin, joka löytyy perinteisistä kalvoventtiilikokoonpanoista. Se koostuu tyypillisesti sähkömoottorista, vaihteistosta tai lyijyruuvimekanismista ja ohjausliitännästä, joka muuntaa sähköiset signaalit tarkaksi lineaariliikkeeksi. Kun signaali vastaanotetaan - PLC:stä, DCS:stä tai suorasta ohjaustulosta - toimilaite ajaa kompressorin alaspäin kalvolle ja painaa sitä venttiilin rungon patoa vasten virtauksen pysäyttämiseksi. Moottorin kääntäminen nostaa kompressorin, jolloin kalvo voi taipua takaisin avoimeen asentoonsa ja palauttaa nesteen kulun.
Koska toimilaite kommunikoi prosessinohjausjärjestelmien kanssa digitaalisesti tai analogisten 4–20 mA signaalien kautta, sähköiset kalvoventtiilit voidaan integroida saumattomasti automatisoituihin tuotantolinjoihin, mikä mahdollistaa etäkäytön, tiedonkeruun ja takaisinkytkentäohjauksen ilman manuaalista puuttumista.
Aseptisen suunnittelun ominaisuudet, jotka estävät kontaminaation
Aseptisten kalvoventtiilien ominaisuus on niiden kyky säilyttää täydellinen tuotteen eheys aiheuttamatta biologista, kemiallista tai hiukkasmaista kontaminaatiota nestevirtaan. Jokainen venttiilisuunnittelun elementti on suunniteltu tätä tavoitetta silmällä pitäen.
Kalvon materiaalin valinta
Kalvo on venttiilin kriittisin kostuva komponentti. Aseptisiin sovelluksiin kalvot valmistetaan PTFE:stä (polytetrafluorieteeni), EPDM:stä (etyleenipropyleenidieenimonomeeri) tai PTFE-yli EPDM-komposiittirakenteista. PTFE-vuoratut kalvot tarjoavat poikkeuksellisen kemiallisen kestävyyden ja tarttumattoman pinnan, joka vastustaa mikrobien tarttumista, kun taas EPDM tarjoaa luotettavan tiivisteen tarvittavan elastisuuden useilla lämpötiloilla ja paineilla. Molempien materiaalien yhdistelmä – PTFE kostutetulla pinnalla ja EPDM taustana – tarjoaa kemiallista inerttiä sekä mekaanista joustavuutta, minkä vuoksi se hallitsee farmaseuttisten kalvoventtiilien spesifikaatioita.
Rakoton venttiilirunkorakenne
Aseptisen kalvoventtiilin rungot on tarkasti työstetty poistamaan kuolleet jalat, rakot ja alueet, joissa neste voi kerääntyä tai pysähtyä. Sisäinen geometria noudattaa tasaista, itsestään tyhjenevää profiilia, joka mahdollistaa tuotteen ja puhdistusaineiden täydellisen tyhjennyksen Clean-in-Place (CIP)- ja Steam-in-Place (SIP) -jaksojen aikana. Rungot valmistetaan tyypillisesti 316 litran ruostumattomasta teräksestä, joka on valittu alhaisen hiilipitoisuuden, erinomaisen korroosionkestävyyden ja biologisen yhteensopivuuden vuoksi farmaseuttisten ja elintarvikekelpoisten aineiden kanssa.
Pinnan viimeistelystandardit
Sisäpinnan karheus mitataan Ra-arvoilla (keskimääräinen karheus). Aseptisissa sovelluksissa Ra on tyypillisesti 0,8 µm, ja monet erittäin puhtaat järjestelmät vaativat Ra ≤ 0,4 µm tai jopa sähkökiillotettuja pintakäsittelyjä. Tasaisemmat pinnat vähentävät paikkoja, joihin biofilmi voi muodostua, ja tekevät puhdistuksen validoinnista luotettavamman ja toistettavamman. Lääkealaa palvelevat venttiilivalmistajat tarjoavat pinnan viimeistelyä koskevia asiakirjoja ja sertifiointeja viranomaistoimien tueksi.
Steriili esto ja konepellin muotoilu
Aseptisissa kalvoventtiileissä konepelti – ylempi kotelo, joka sisältää käyttömekanismin – on tiivistetty tuotevyöhykkeeltä kokonaan kalvolla. Tämä tarkoittaa, että voiteluaineet, metallihiukkaset tai toimilaitekokoonpanosta peräisin olevat epäpuhtaudet eivät koskaan pääse prosessinesteeseen. Joissakin malleissa on toissijainen suojatila kalvon ja konepellin välissä turvallisuuden lisäämiseksi kriittisissä sovelluksissa.
Tärkeimmät toimialat ja sovellukset
Sähköiset aseptiset kalvoventtiilit palvelevat monenlaisia teollisuudenaloja, joilla puhtaus ja prosessinhallinta ovat tärkeitä. Alla olevassa taulukossa on yhteenveto ensisijaisista sektoreista ja erityisistä sovelluksista, joissa nämä venttiilit määritetään rutiininomaisesti:
| Teollisuus | Tyypillinen sovellus | Avainvaatimus |
| Farmaseuttiset | Water for Injection (WFI) jakelusilmukat | Nolla mikrobikontaminaatiota, täydellinen valutettavuus |
| Biotekniikka | Bioreaktorin väliaineet ja puskurikäsittely | SIP/CIP-yhteensopivuus, kemikaalinkestävyys |
| Ruoka ja juoma | Meijerituotteiden käsittely, mehun täyttö, panimo | FDA/EC 1935/2004 materiaalin vaatimustenmukaisuus |
| Puolijohde / Elektroniikka | Erittäin puhdas kemiallinen jakelu | Hiukkasvapaat, kaasuttomat materiaalit |
| Kosmetiikka | Voiteiden ja emulsioiden täyttö ja siirto | Tuotteen yhteensopivuus, helppo puhdistaa |
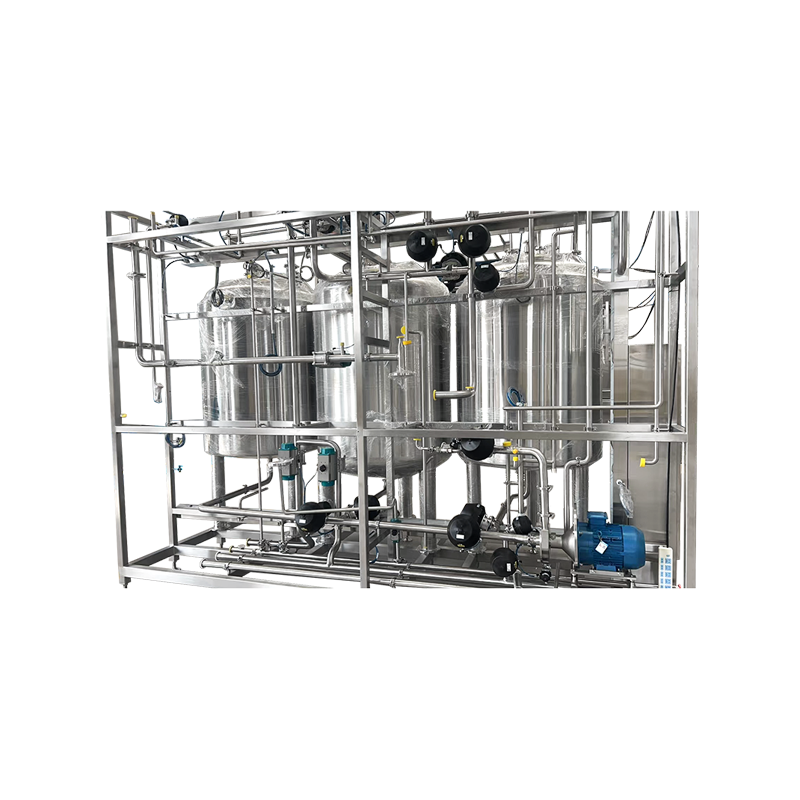
Erityisesti lääkevalmistuksessa sähköiset kalvoventtiilit ohjaavat virtausta Water for Injection (WFI) -silmukoissa – järjestelmissä, jotka kierrättävät ultrapuhdasta vettä jatkuvasti korotetuissa lämpötiloissa (tyypillisesti 70–80 °C) mikrobien kasvun estämiseksi. Kyky automatisoida venttiilin käyttö ja kirjata jokainen auki-/kiinnitapahtuma on välttämätön 21 CFR:n osan 11 elektronisten tietueiden vaatimusten täyttämiseksi Yhdysvaltain FDA:n säätelemissä tiloissa.
Elintarvike- ja juomasektorilla nämä venttiilit käsittelevät kaikkea raakamaidon ottamisesta ja pastöroitujen tuotteiden siirrosta mehujen ja nestemäisten maitotuotteiden aseptiseen täyttöön. Säännösten noudattaminen EY 1935/2004 (elintarvikkeiden kanssa kosketuksiin joutuvat materiaalit Euroopassa) ja FDA 21 CFR -standardien kanssa säätelee materiaalien valintaa, ja useimmat hyvämaineiset valmistajat toimittavat täydelliset materiaalin jäljitettävyysasiakirjat jokaisesta venttiilistä.
Sähkötoimisen toiminnan edut pneumaattiseen verrattuna aseptisissa järjestelmissä
Vaikka pneumaattisesti toimivat kalvoventtiilit ovat yleisiä monissa laitoksissa, sähkökäyttö tarjoaa erityisiä etuja, jotka tekevät siitä suositellun vaihtoehdon nykyaikaisissa, digitaalisesti integroiduissa tiloissa ja ympäristöissä, joissa paineilman laatu tai saatavuus ovat rajoitteita.
- Paineilmainfrastruktuuria ei vaadita: Sähkötoimilaitteet eliminoivat instrumenttien ilmalinjojen, kuivaimien ja kompressorien tarpeen. Tämä vähentää asennuksen monimutkaisuutta ja poistaa riskin öljyn tai kosteuden saastumisesta ilmansyötöstä, joka pääsee venttiilikomponentteihin.
- Tarkka väliasemointi: Sähkötoimilaitteet voivat pitää missä tahansa asennossa täysin auki ja täysin kiinni, mikä mahdollistaa tarkan kuristuksen ohjauksen. Pneumaattiset toimilaitteet ovat luonnostaan binaarisia (auki/kiinni), ellei niitä ole yhdistetty kalliisiin asennoittimiin.
- Paikkapalaute ja diagnostiikka: Useimmissa sähkötoimilaitteissa on antureita tai potentiometrejä, jotka raportoivat jatkuvasti venttiilin asennosta ohjausjärjestelmälle. Tämä mahdollistaa reaaliaikaisen seurannan, vian havaitsemisen ja ennakoivan huoltoaikataulun.
- Energiatehokkuus: Sähkötoimilaitteet kuluttavat tehoa vain liikkuessaan, mikä tekee niistä energiatehokkaampia kuin jatkuvaa paineilmantuotantoa vaativat pneumaattiset järjestelmät.
- Integrointi digitaalisiin ohjausjärjestelmiin: Natiivi yhteensopivuus kenttäväyläprotokollien (PROFIBUS, PROFINET, EtherNet/IP, IO-Link) kanssa yksinkertaistaa integrointia Teollisuus 4.0:aan ja lääkeeräautomaatioarkkitehtuureihin.
CIP- ja SIP-yhteensopivuus: mitä sinun on tarkistettava
Clean-in-Place (CIP) ja Steam-in-Place (SIP) ovat tavallisia puhdistus- ja sterilointimenetelmiä, joita käytetään lääke- ja elintarviketeollisuudessa. Jokaisen hygieeniseen prosessilinjaan asennetun venttiilin on kestettävä näihin toimenpiteisiin liittyvät kemialliset pitoisuudet, lämpötilat ja painejaksot heikentämättä tai vaarantamatta sen tiivisteen eheyttä.
CIP-syklit sisältävät tyypillisesti emäksisiä liuoksia (1–2 % NaOH) ja happohuuhteluja (0,5–1 % HNO3 tai fosforihappoa) 70–90 °C:n lämpötiloissa. SIP-syklit käyttävät kyllästettyä höyryä lämpötilassa 121–134 °C, ja sitä pidetään tietyn ajan, jotta saavutetaan farmakopean vaatimusten mukaiset steriiliyden vakuutustasot. EPDM- ja PTFE-kalvot on mitoitettu näihin olosuhteisiin, mutta lämpötilan ja kemikaalien kestävyysrajat vaihtelevat yhdisteen koostumuksen mukaan – pyydä aina valmistajan täydelliset kestävyystiedot ennen määrittämistä.
Sähkötoimilaitteen kotelo on myös suojattava CIP- ja SIP-toimintojen aikana. IP67- tai IP69K-luokitellut kotelot kestävät korkeapaineisia vesisuihkuja ja huuhteluolosuhteita, jotka ovat yleisiä elintarvike- ja lääkepuhdistusprotokollassa. Tarkista toimilaitteen tunkeutumissuojausluokka ennen asennusta ympäristöihin, jotka pestään säännöllisesti.
Kuinka valita oikea sähköinen kalvoventtiili
Oikean sähköisen kalvoventtiilin valitseminen edellyttää useiden toisistaan riippuvien parametrien arviointia. Strukturoidun valintaprosessin käyttäminen estää yhteensopimattomuudet, jotka johtavat ennenaikaiseen epäonnistumiseen, puhdistuksen validointiongelmiin tai säännösten noudattamatta jättämiseen.
- Prosessinesteiden yhteensopivuus: Tunnista kaikki aineet, joihin venttiili koskettaa – mukaan lukien CIP-kemikaalit ja SIP-höyry – ja varmista materiaalien yhteensopivuus venttiilirungon, kalvon ja kaikkien tiivisteiden kanssa.
- Käyttöpaine ja lämpötila: Varmista, että venttiilin nimelliskäyttöpaine- ja lämpötila-alue kattaa kaikki normaalit käyttö- ja puhdistusjakson olosuhteet riittävällä turvamarginaalilla.
- Venttiilin koko ja virtauskerroin (Kv): Mitoita venttiili vaadittujen virtausnopeuksien ja painehäviölaskelmien perusteella. Ylisuurilla venttiileillä, joita käytetään lähellä suljettua asentoa, on huono ohjaustarkkuus; alimitoitettu venttiili aiheuttaa liiallisen painehäviön.
- Ohjaussignaali ja protokolla: Määritä ohjaustulon tyyppi (päällä/pois, 4–20 mA analoginen, digitaalinen kenttäväylä) automaatioarkkitehtuurisi perusteella ennen toimilaitteen tilaamista.
- Sääntelydokumentaatio: Pyydä lääkesovelluksiin FDA/EC-materiaalien vaatimustenmukaisuustodistukset, pinnan viimeistelyraportit (Ra-arvot) ja painetestitodistukset. Nämä asiakirjat vaaditaan asennuksen hyväksyntä (IQ) ja käyttökelpoisuus (OQ) protokollia varten.
- Vikaturvallinen asento: Määritä, pitääkö venttiilin avautua vai sulkeutua, jos virta katkeaa. Sähkötoimilaitteet voidaan konfiguroida jousipalautteisilla mekanismeilla tai akkuvarmistuksella vaaditun vikasietoisen asennon saavuttamiseksi.
Huoltokäytännöt, jotka pidentävät venttiilin käyttöikää
Jopa korkealaatuisimmat sähköiset kalvoventtiilit vaativat jäsennellyn huolto-ohjelman suorituskyvyn ja steriiliyden takaamiseksi koko käyttöiän ajan. Kalvo on ensisijainen kulumiskomponentti, ja se tulee tarkastaa ja vaihtaa valmistajan suosittelemien jaksolukujen tai aikavälien mukaisesti – kumpi tulee ensin.
- Kalvon tarkastus: Suunniteltujen seisokkien aikana poista ja tarkasta kalvot ohenemisen, halkeilun, reikien tai pysyvien muodonmuutosten varalta. Kaikki merkit kompromisseista vaativat välittömän vaihtamisen – viallinen kalvo voi päästää prosessinestettä toimilaitteeseen ja toimilaitteen kontaminaatiota tuotevirtaan.
- Toimilaitteen kalibroinnin tarkistus: Varmista, että toimilaitteen auki- ja kiinni-asennot vastaavat tarkasti käskettyä signaalia. Asennon takaisinkytkentä voi johtaa epätäydelliseen sulkeutumiseen ja prosessin vuotamiseen.
- Vääntömomentin ja puristuksen tarkastus: Varmista, että kalvon puristusvoima pysyy venttiilin valmistajan määrittämän alueen sisällä. Liiallinen puristus nopeuttaa kalvon väsymistä; riittämätön puristus mahdollistaa vuodon padon ohi.
- Sähköliitäntöjen eheys: Tarkasta kaapeliläpiviennit, putkien tiivisteet ja liitännät kosteuden sisäänpääsyn tai korroosion varalta, erityisesti korkean kosteuden pesuympäristöissä.
- Cycle Count Logging: Käytä toimilaitteen diagnostiikkatietoja seurataksesi syklien kokonaismäärää venttiiliä kohti. WFI-silmukoiden tai täyttölinjojen suurtaajuiset venttiilit voivat kerätä miljoonia syklejä vuodessa, mikä edellyttää lyhyempiä kalvojen vaihtovälejä kuin harvoin käytetyt eristysventtiilit.
Etsittävät standardit ja sertifikaatit
Sähköisten kalvoventtiilien ostaminen valmistajilta, jotka noudattavat tunnustettuja kansainvälisiä standardeja, on säännellylle teollisuudelle välttämätöntä. Tärkeimmät standardit ja sertifikaatit ovat ASME BPE (Bioprocessing Equipment) lääkejärjestelmien mitta- ja pintakäsittelyvaatimuksille, EHEDG (European Hygienic Engineering and Design Group) -sertifikaatti elintarviketeollisuuden laitteille, 3-A Sanitary Standards meijeri- ja elintarvikesovelluksiin Pohjois-Amerikassa sekä ISO 9001 -laatujärjestelmän sertifikaatti itse tuotantolaitokselle. Lisäksi CE-merkintä on pakollinen Euroopan talousalueella myytäville laitteille ja ATEX-sertifiointi vaaditaan räjähdysvaarallisiin tiloihin asennetuille venttiileille.
Kun hankit venttiilejä GMP-säänneltyihin lääkelaitoksiin, varmista myös, että valmistaja voi toimittaa validointitukipaketin – dokumentoidun joukon teknisiä tietoja, mukaan lukien materiaalisertifikaatit, mittapiirustukset, käyttöohjeet ja muutosilmoitusmenettelyt – laitoksesi pätevöinti- ja validointitoimien tehokkaaksi tukemiseksi.
















{kind=link}